
42、分析下图中砂箱箱带两种结构缺陷?为什么? 43、下图三通铜铸件采用金属型铸造时,哪处结构不合理?请改正。 44、判断下面铸件结构设计是否有问题,应如何修改? 2-10 1)砂型铸件 Φ ⊕ 2)砂型铸件 2φ10 3)熔模铸件 2-18 滩阻
42、分析下图中砂箱箱带两种结构缺陷?为什么? 43、下图三通铜铸件采用金属型铸造时,哪处结构不合理?请改正。 44、判断下面铸件结构设计是否有问题,应如何修改? 1)砂型铸件 2)砂型铸件 3)熔模铸件 2-φ1 0 2-φ1 0
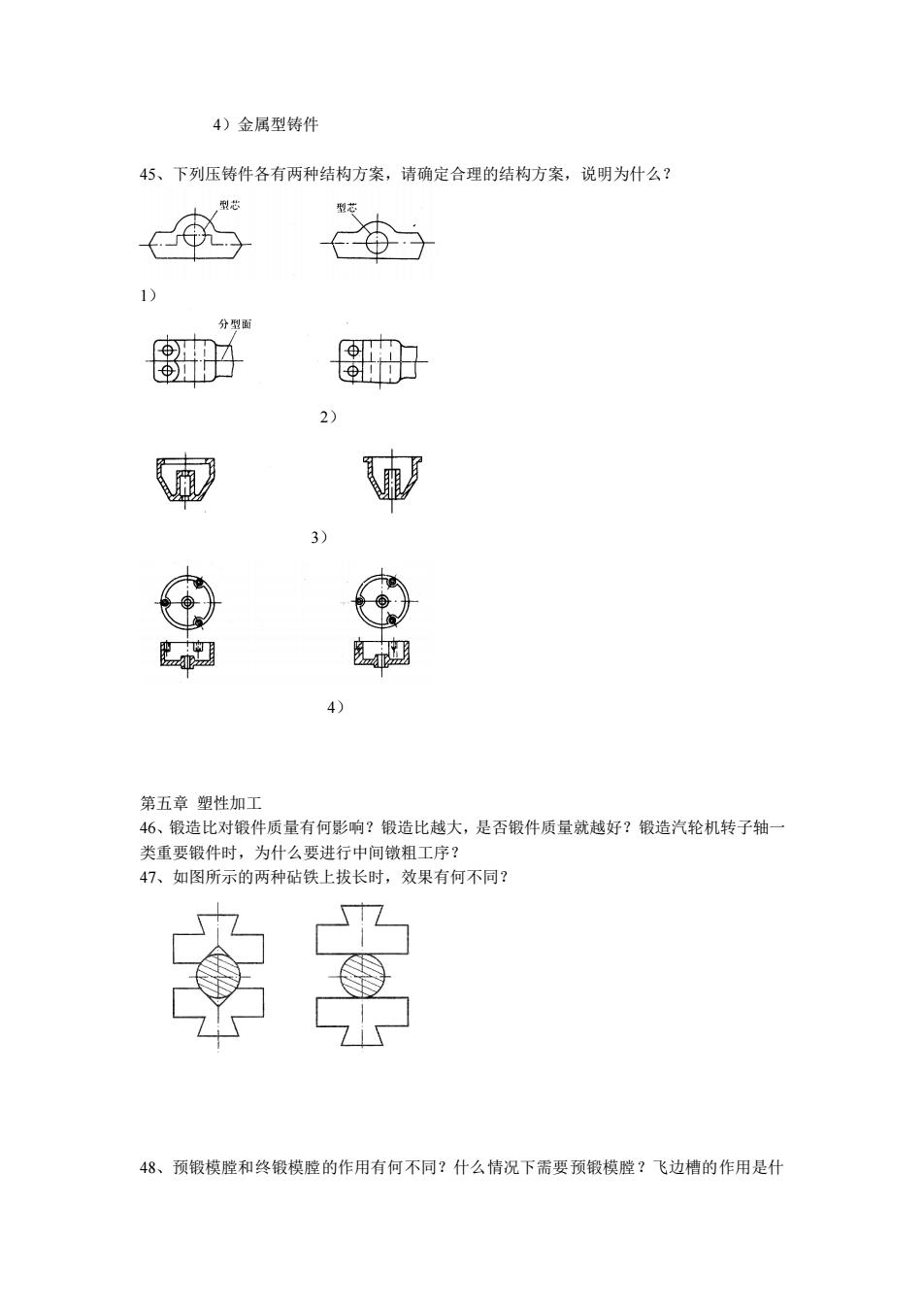
4)金属型铸件 45、下列压铸件各有两种结构方案,请确定合理的结构方案,说明为什么? 分型面 2) 3) 4) 第五章塑性加工 46、锻造比对锻件质量有何影响?锻造比越大,是否锻件质量就越好?锻造汽轮机转子轴一 类重要锻件时,为什么要进行中间镦粗工序? 47、如图所示的两种砧铁上拔长时,效果有何不同? 48、预锻模膛和终锻模膛的作用有何不同?什么情况下需要预锻模膛?飞边槽的作用是什
4)金属型铸件 45、下列压铸件各有两种结构方案,请确定合理的结构方案,说明为什么? 1) 2) 3) 4) 第五章 塑性加工 46、锻造比对锻件质量有何影响?锻造比越大,是否锻件质量就越好?锻造汽轮机转子轴一 类重要锻件时,为什么要进行中间镦粗工序? 47、如图所示的两种砧铁上拔长时,效果有何不同? 48、预锻模膛和终锻模膛的作用有何不同?什么情况下需要预锻模膛?飞边槽的作用是什

么? 49、各类模膛在同一块锻模上应如何布置?为什么? 50、分模面位置的确定要按照哪些原则?模锻件分模面与铸件分型面的选择原则有何异同? 确定下列锤上模锻件的分模面位置。 Φ40 p60 20 D40 120 120 (a) (b) 51、为什么要考虑模锻斜度和圆角半径?锤上模锻带孔的锻件时,为什么不能锻出通孔? 52、简述摩擦压力机原理及摩擦压力机上模锻具有哪些特点?并解释:①为什么摩擦压力机 上模锻适合于锻造低塑性合金钢?②为什么摩擦压力机只适用于单膛锻模进行模锻? 53、简述曲柄压力机原理及曲柄压力机模锻具有哪些特点?并解释:曲柄压力机上为什么不 能实现拔长、滚挤等变形工步? 54、下列零件,材料为45钢,若批量分别为单件小批、大批量生产时,应选用那种方法制造? 并定性地画出各种方法所需的锻件图。 555 397 202 88 3259 1位 1)主轴 2)双联齿轮 55、说明冲裁时板料变形过程,及断裂面组成,并简单说明影响冲裁件断面质量的因素有哪 些? 56、详细说明凸凹模间隙如何影响冲裁件断面质量和模具寿命及如何选择合理的间隙?
么? 49、各类模膛在同一块锻模上应如何布置?为什么? 50、分模面位置的确定要按照哪些原则?模锻件分模面与铸件分型面的选择原则有何异同? 确定下列锤上模锻件的分模面位置。 (a) (b) 51、为什么要考虑模锻斜度和圆角半径?锤上模锻带孔的锻件时,为什么不能锻出通孔? 52、简述摩擦压力机原理及摩擦压力机上模锻具有哪些特点?并解释:①为什么摩擦压力机 上模锻适合于锻造低塑性合金钢?②为什么摩擦压力机只适用于单膛锻模进行模锻? 53、简述曲柄压力机原理及曲柄压力机模锻具有哪些特点?并解释:曲柄压力机上为什么不 能实现拔长、滚挤等变形工步? 54、下列零件,材料为 45 钢,若批量分别为单件小批、大批量生产时,应选用那种方法制造? 并定性地画出各种方法所需的锻件图。 1)主轴 2)双联齿轮 55、说明冲裁时板料变形过程,及断裂面组成,并简单说明影响冲裁件断面质量的因素有哪 些? 56、详细说明凸凹模间隙如何影响冲裁件断面质量和模具寿命及如何选择合理的间隙?

57、如图所示为落料和冲孔后得到的零件.材料为Q235钢板,料厚=2mm,材料剪切强度t0 =313.6MPa,试计算落料力和冲孔力。 58、用050冲孔模具来生产φ50落料件能否 保证冲压件的精度?为什么? 20 50 R5 59、用φ102×1.5板料能否一次拉深成直径为 φ76的拉深件?若材料与坯料的厚度及其他 条件相同,可否拉深成中51的拉深件?如果 I00 不能,应采取哪些措施才能保证正常生产? 60、图a所示零件主要加工工序,当零件形 状为图b所示,可否也用相同的加工工序?如果不能,应该采取哪些措施才能保证正常生 产?(板厚1mm,翻边极限系数0.78) b92*814 92914 6117 中133±1 76 56 (a) (b) 61、比较拉深、平板坯料胀形和翻边,说明三种成形方法的异同。 62、试确定图示零件的冲压工序。 200 145±1 090 100 R10 P 18 R5 15 060
57、如图所示为落料和冲孔后得到的零件.材料为 Q235 钢板,料厚 t=2mm,材料剪切强度 τ0 =313.6 MPa,试计算落料力和冲孔力。 58、用 φ50 冲孔模具来生产 φ50 落料件能否 保证冲压件的精度?为什么? 59、用 φ102×1.5 板料能否一次拉深成直径为 φ76 的拉深件?若材料与坯料的厚度及其他 条件相同,可否拉深成φ51 的拉深件?如果 不能,应采取哪些措施才能保证正常生产? 60、图 a 所示零件主要加工工序,当零件形 状为图 b 所示,可否也用相同的加工工序?如果不能,应该采取哪些措施才能保证正常生 产?(板厚 1mm,翻边极限系数 0.78) (a) (b) 61、比较拉深、平板坯料胀形和翻边,说明三种成形方法的异同。 62、试确定图示零件的冲压工序

a b) 63、分析如图所示冲压件结构是否合理?应怎样改进?其生产的主要工序是什么?(板厚为 1.5mm) 中20 64、采用冷挤压工艺生产零件有何优点?冷挤压时,坯 料在挤压模中处于何种应力状态?它对挤压工艺有何 影响?在生产中可采取哪些措施来减轻其不良影响? ×中16 65、轧制、挤压和拉拔各主要用于生产哪些类别的产 品? 00 66、什么是超塑性?常用的超塑性材料有哪几种?超塑 性模锻工艺特点是什么? 67、旋压成形具有哪些特点,与拉深有哪些不同?适宜加工哪些种类零件? 68、摆动辗压成形原理是什么?摆动辗压成形优点有哪些? 69、实际生产中哪些典型零件适用于液态模锻方法成形?液态模锻与压力铸造有哪些异同? 70、高能率成形的各种方法中有哪些共同特点?说明电液成形和电磁成形的基本原理。 71、充液拉深与传统拉深相比它具有哪些特点? 72、什么是聚氨酯成形?常用的聚氨酯成形工艺有哪几种? 73、改进下列塑性加工零件的结构工艺性。 零件一(白+凯件、 零件二(自由锻件):
a) b) 63、分析如图所示冲压件结构是否合理?应怎样改进?其生产的主要工序是什么?(板厚为 1.5mm) 64、采用冷挤压工艺生产零件有何优点?冷挤压时,坯 料在挤压模中处于何种应力状态?它对挤压工艺有何 影响?在生产中可采取哪些措施来减轻其不良影响? 65、轧制、挤压和拉拔各主要用于生产哪些类别的产 品? 66、什么是超塑性?常用的超塑性材料有哪几种?超塑 性模锻工艺特点是什么? 67、旋压成形具有哪些特点,与拉深有哪些不同?适宜加工哪些种类零件? 68、摆动辗压成形原理是什么?摆动辗压成形优点有哪些? 69、实际生产中哪些典型零件适用于液态模锻方法成形?液态模锻与压力铸造有哪些异同? 70、高能率成形的各种方法中有哪些共同特点?说明电液成形和电磁成形的基本原理。 71、充液拉深与传统拉深相比它具有哪些特点? 72、什么是聚氨酯成形?常用的聚氨酯成形工艺有哪几种? 73、改进下列塑性加工零件的结构工艺性。 零件一(自由锻件): 零件二(自由锻件):