§15一1概述(续) 必须指出:在一般工作温度下(低于200℃),各种碳 钢和合金钢的弹性模量均相差不多,因此在选择钢的种类 和决定钢的热处理方法时,所根据的是强度与耐磨性,而 不是轴的弯曲或扭转刚度。但也应当注意,在既定条件下, 有时也可选择强度较低的钢材,而用适当增大轴的截面面 积的办法来提高轴的刚度。 各种热处理(如高频淬火、渗碳、氮化、氰化等)以及 表面强化处理(如喷丸、滚压等),对提高轴的抗疲劳强度 都有着显著的效果。 高强度铸铁和球墨铸铁容易作成复杂的形状,且具有 价廉、良好的吸振性和耐磨性,以及对应力集中的敏感性 较低等优点,可用于制造外形复杂的轴
◼ 必须指出:在一般工作温度下(低于200℃),各种碳 钢和合金钢的弹性模量均相差不多,因此在选择钢的种类 和决定钢的热处理方法时,所根据的是强度与耐磨性,而 不是轴的弯曲或扭转刚度。但也应当注意,在既定条件下, 有时也可选择强度较低的钢材,而用适当增大轴的截面面 积的办法来提高轴的刚度。 ◼ 各种热处理(如高频淬火、渗碳、氮化、氰化等)以及 表面强化处理(如喷丸、滚压等),对提高轴的抗疲劳强度 都有着显著的效果。 ◼ 高强度铸铁和球墨铸铁容易作成复杂的形状,且具有 价廉、良好的吸振性和耐磨性,以及对应力集中的敏感性 较低等优点,可用于制造外形复杂的轴。 §15—1 概 述(续)
§15-2 轴的结构设计 轴的结构设计包括定出轴的合理外形和全部结构 尺寸。 ■考虑因素:轴在机器中的安装位置及形式;轴上安装 的零件的类型、尺寸、数量以及和轴联接的方法;载 荷的性质、大小、方向及分布情况;轴的加工工艺等。 由于影响轴的结构的因素较多,且其结构形式又 要随着具体情况的不同而异,所以轴没有标准的结构 形式。设计时,必须针对不同情况进行具体的分析。 但是,不论何种具体条件,轴的结构都应满足轴和装 在轴上的零件要有准确的工作位置;轴上的零件应便 于装拆和调整;轴应具有良好的制造工艺性等
§15—2 轴的结构设计 ◼ 轴的结构设计包括定出轴的合理外形和全部结构 尺寸。 ◼ 考虑因素:轴在机器中的安装位置及形式;轴上安装 的零件的类型、尺寸、数量以及和轴联接的方法;载 荷的性质、大小、方向及分布情况;轴的加工工艺等。 ◼ 由于影响轴的结构的因素较多,且其结构形式又 要随着具体情况的不同而异,所以轴没有标准的结构 形式。设计时,必须针对不同情况进行具体的分析。 但是,不论何种具体条件,轴的结构都应满足轴和装 在轴上的零件要有准确的工作位置;轴上的零件应便 于装拆和调整;轴应具有良好的制造工艺性等
(一)拟定轴上零件的装配方案 ■「所谓装配方案,就是预定出轴上主要零件的装配方向、顺序和相互关系。例如图15-8中 的装配方案是:齿轮、套筒、右端轴承、轴承端盖、半联轴器依次从轴的右端向左安装, 左端只装轴承及其端盖。这样就对各轴段的粗细顺序作了初步安排。拟定装配方案时, 一般应考虑几个方案,进行分析比较与选择。 滚动轴承 齿轮 套简 轴承端盖 半联轴器 轴端挡圈 ② ④ 3 mm a) b) c) 图15-8轴上零件装配与轴的结构示例
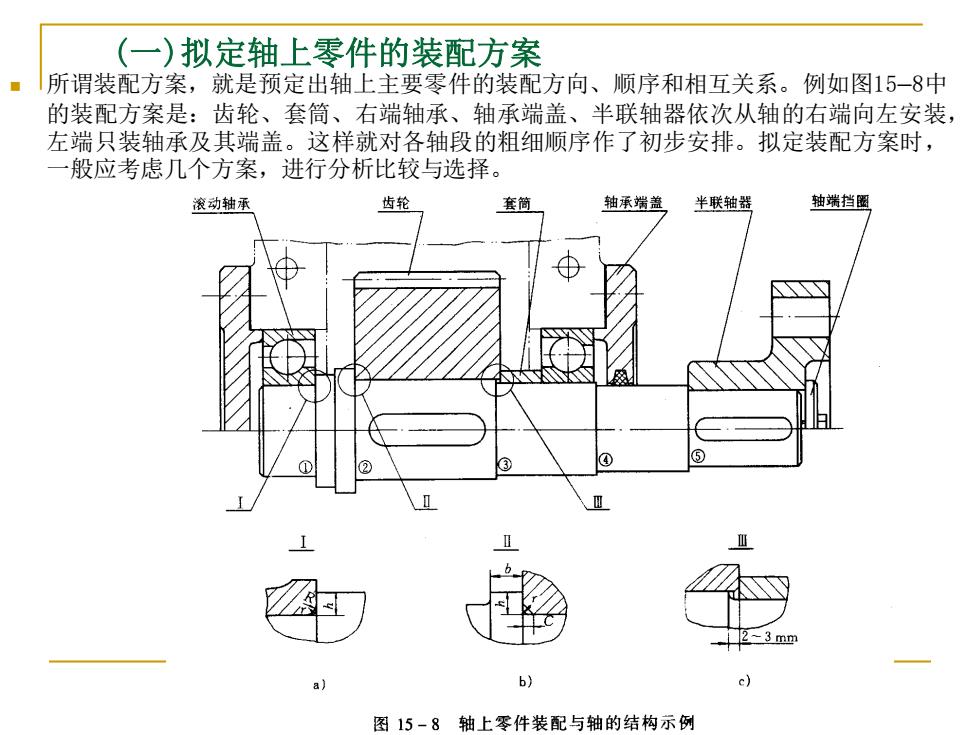
(一)拟定轴上零件的装配方案 ◼ 所谓装配方案,就是预定出轴上主要零件的装配方向、顺序和相互关系。例如图15—8中 的装配方案是:齿轮、套筒、右端轴承、轴承端盖、半联轴器依次从轴的右端向左安装, 左端只装轴承及其端盖。这样就对各轴段的粗细顺序作了初步安排。拟定装配方案时, 一般应考虑几个方案,进行分析比较与选择
§15一2轴的结构设计(续) (二)轴上零件的定位 为了防止轴上零件受力时发生沿轴向或周向的相 对运动,轴上零件除了有游动或空转的要求者外,都 必须进行轴向和周向定位,以保证其准确的工作位置
(二)轴上零件的定位 ◼ 为了防止轴上零件受力时发生沿轴向或周向的相 对运动,轴上零件除了有游动或空转的要求者外,都 必须进行轴向和周向定位,以保证其准确的工作位置。 §15—2 轴的结构设计(续)
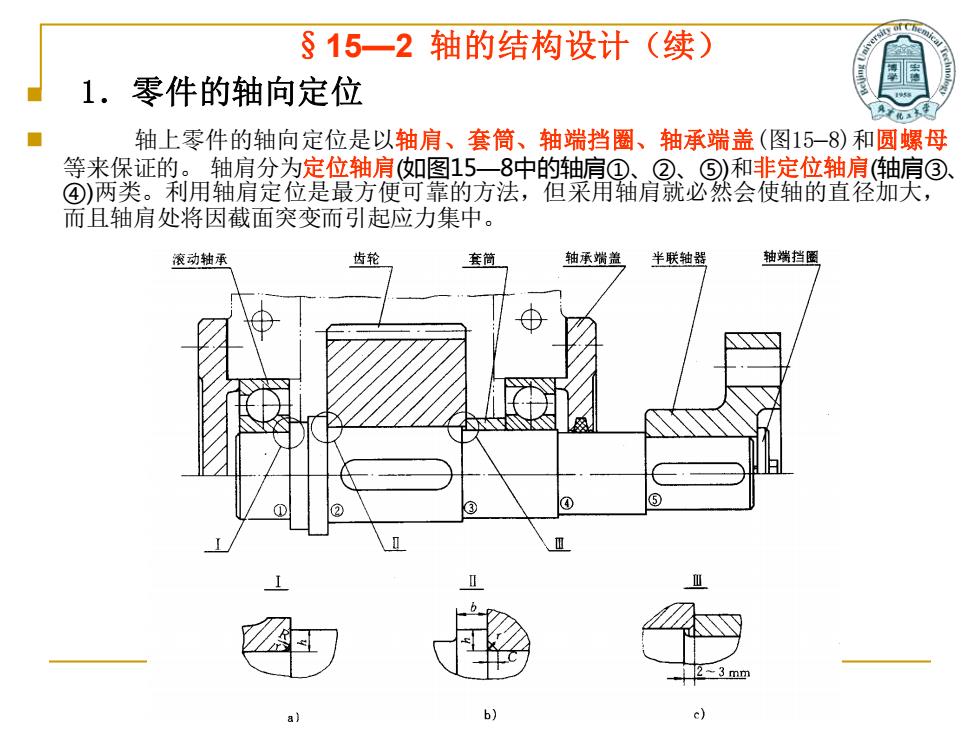
§15一2轴的结构设计(续) 1.零件的轴向定位 轴上零件的轴向定位是以轴肩、套筒、轴端挡圈、轴承端盖(图15-8)和圆螺母 等来保证的。轴肩分为定位轴肩(如图15、一8中的轴肩Q、②、⑤)和非定位轴肩轴肩③ ④)两类。利用轴肩定位是最方便可靠的方法,但采角轴肩就必然会使轴的直径加天, 而且轴肩处将因截面突变而引起应力集中。 滚动轴承 齿轮 套简 轴承端盖 半联轴器 轴端挡圈 ② ④ al
◼ 1.零件的轴向定位 ◼ 轴上零件的轴向定位是以轴肩、套筒、轴端挡圈、轴承端盖(图15—8)和圆螺母 等来保证的。 轴肩分为定位轴肩(如图15—8中的轴肩①、②、⑤)和非定位轴肩(轴肩③、 ④)两类。利用轴肩定位是最方便可靠的方法,但采用轴肩就必然会使轴的直径加大, 而且轴肩处将因截面突变而引起应力集中。 §15—2 轴的结构设计(续)