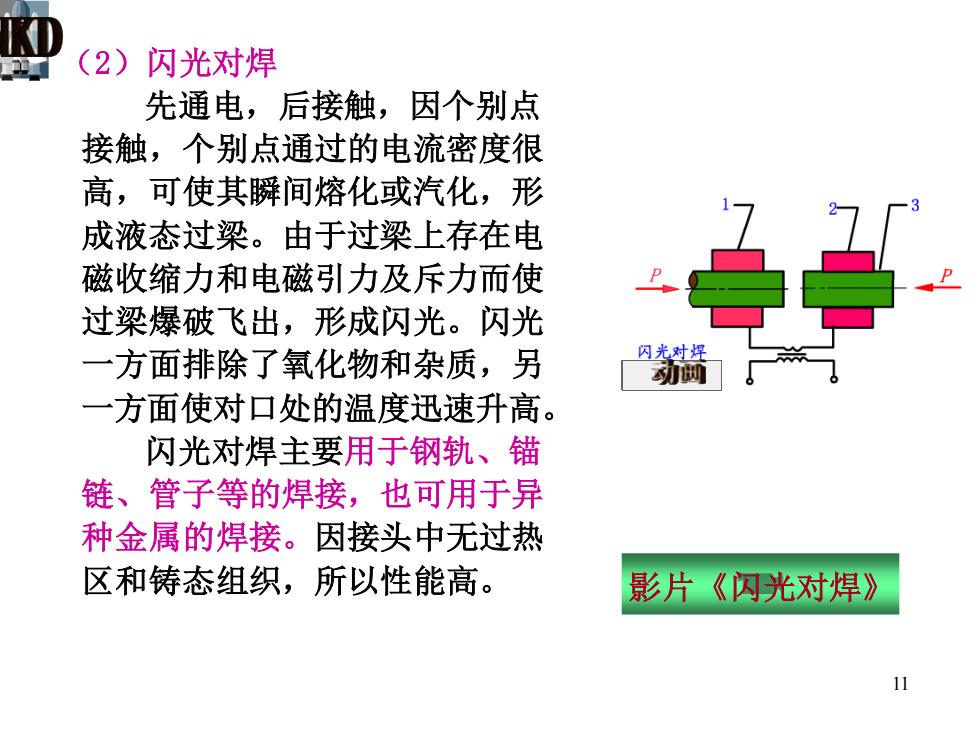
(2)闪光对焊 先通电,后接触,因个别点 接触,个别点通过的电流密度很 高,可使其瞬间熔化或汽化,形 成液态过梁。由于过梁上存在电 磁收缩力和电磁引力及斥力而使 过梁爆破飞出,形成闪光。闪光 一方面排除了氧化物和杂质,另 闪光对焊 动圆 一方面使对口处的温度迅速升高。 闪光对焊主要用于钢轨、锚 链、管子等的焊接,也可用于异 种金属的焊接。因接头中无过热 区和铸态组织,所以性能高。 影片《闪光对焊》 11
11 (2)闪光对焊 先通电,后接触,因个别点 接触,个别点通过的电流密度很 高,可使其瞬间熔化或汽化,形 成液态过梁。由于过梁上存在电 磁收缩力和电磁引力及斥力而使 过梁爆破飞出,形成闪光。闪光 一方面排除了氧化物和杂质,另 一方面使对口处的温度迅速升高。 闪光对焊主要用于钢轨、锚 链、管子等的焊接,也可用于异 种金属的焊接。因接头中无过热 区和铸态组织,所以性能高。 影片《闪光对焊》
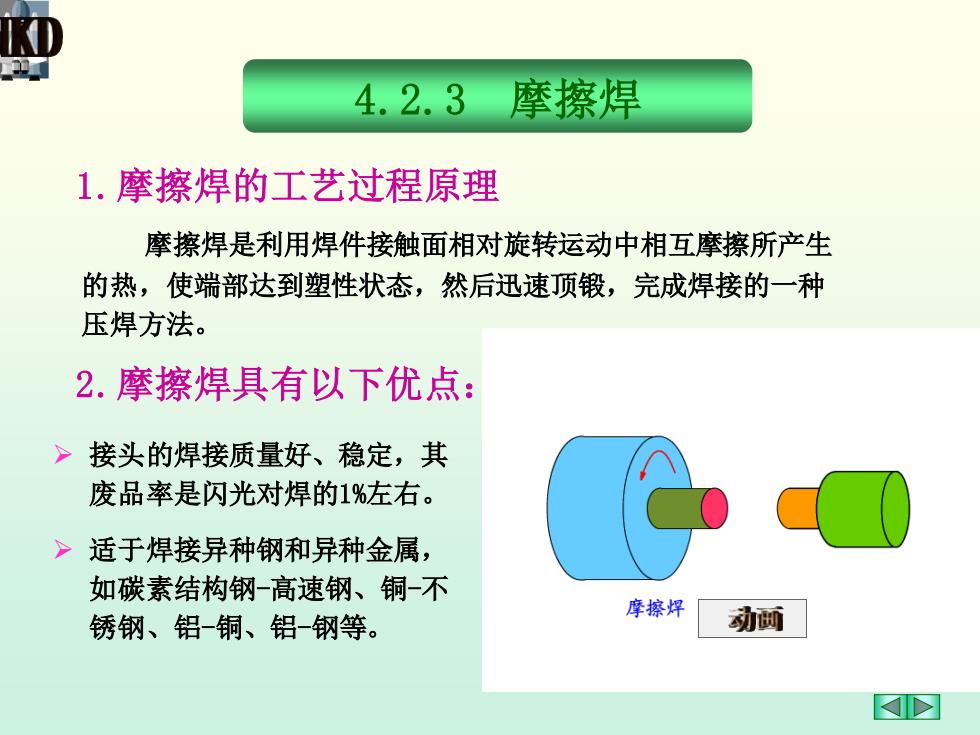
4.2.3摩擦焊 1.摩擦焊的工艺过程原理 摩擦焊是利用焊件接触面相对旋转运动中相互摩擦所产生 的热,使端部达到塑性状态,然后迅速顶锻,完成焊接的一种 压焊方法。 2.摩擦焊具有以下优点: >接头的焊接质量好、稳定,其 废品率是闪光对焊的1%左右。 >适于焊接异种钢和异种金属, 如碳素结构钢一高速钢、铜-不 摩擦焊 锈钢、铝-铜、铝-钢等。 动画
12 4.2.3 摩擦焊 1.摩擦焊的工艺过程原理 摩擦焊是利用焊件接触面相对旋转运动中相互摩擦所产生 的热,使端部达到塑性状态,然后迅速顶锻,完成焊接的一种 压焊方法。 ➢ 接头的焊接质量好、稳定,其 废品率是闪光对焊的1%左右。 ➢ 适于焊接异种钢和异种金属, 如碳素结构钢-高速钢、铜-不 锈钢、铝-铜、铝-钢等。 2.摩擦焊具有以下优点:
>焊件尺寸精度高,可以实现直接装配焊接。 >焊接生产率高,是闪光焊的4~5倍。 >三相负载均衡,节能,改善了三相供电电网的供电条件。与 闪光对焊比较,节省电能80%~90%左右。 >由于摩擦焊金属焊接变形小,接头焊前不需特殊清理,接头 上的飞边有时可以不必去除,焊接不需要填充材料和保护气 体,加工成本显著降低。 >摩擦焊机容易实现机械化,自动化;操作技术简单,容易掌 握。 > 摩擦焊的工作场地卫生,没有火花,弧光;没有有害气体, 有利于环境保护,适于设置在自动生产线上。 13
13 ➢ 焊件尺寸精度高,可以实现直接装配焊接。 ➢ 焊接生产率高,是闪光焊的4~5倍。 ➢ 三相负载均衡,节能,改善了三相供电电网的供电条件。与 闪光对焊比较,节省电能80%~90%左右。 ➢ 由于摩擦焊金属焊接变形小,接头焊前不需特殊清理,接头 上的飞边有时可以不必去除,焊接不需要填充材料和保护气 体,加工成本显著降低。 ➢ 摩擦焊机容易实现机械化,自动化;操作技术简单,容易掌 握。 ➢ 摩擦焊的工作场地卫生,没有火花,弧光;没有有害气体, 有利于环境保护,适于设置在自动生产线上