
2.电阻点焊 电阻点焊是用圆柱电极压紧工件,通电、保 压获得焊点的电阻焊方法。 通电加压 点焊过程 动画 1-焊接变压激:2-电设:3-焊件:4-络被 影片《点焊》 6
6 2.电阻点焊 电阻点焊是用圆柱电极压紧工件,通电、保 压获得焊点的电阻焊方法。 影片《点焊》
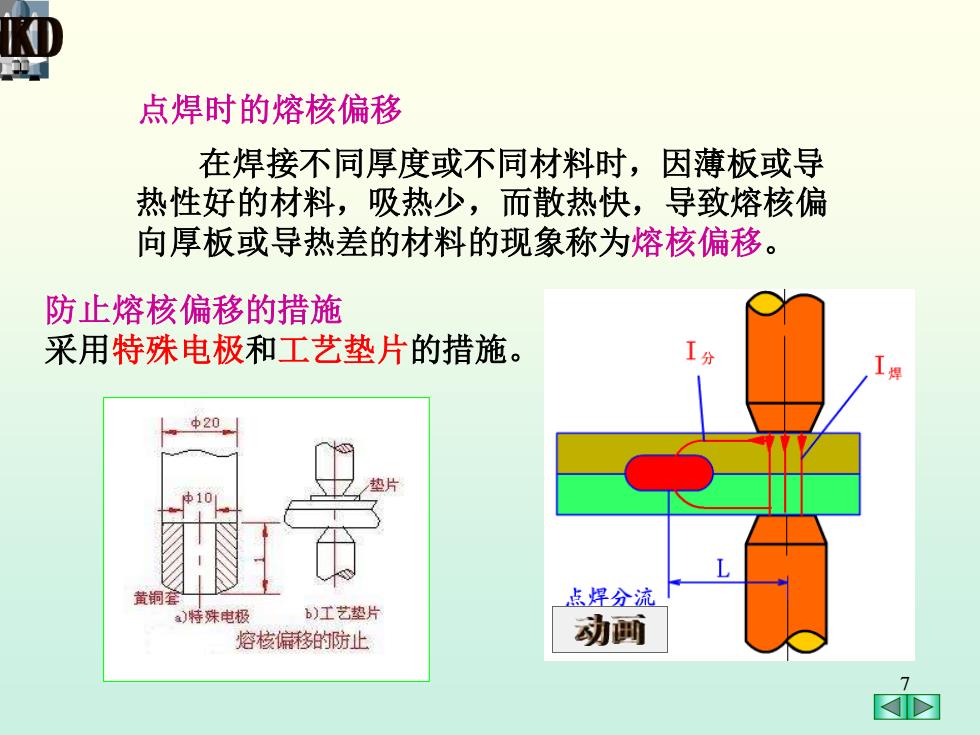
点焊时的熔核偏移 在焊接不同厚度或不同材料时,因薄板或导 热性好的材料,吸热少,而散热快,导致熔核偏 向厚板或导热差的材料的现象称为熔核偏移。 防止熔核偏移的措施 采用特殊电极和工艺垫片的措施。 中20 垫片 中10 黄铜套 点焊分流 a)特殊电极 b)工艺垫片 熔核偏移的防止 动画
7 点焊时的熔核偏移 在焊接不同厚度或不同材料时,因薄板或导 热性好的材料,吸热少,而散热快,导致熔核偏 向厚板或导热差的材料的现象称为熔核偏移。 防止熔核偏移的措施 采用特殊电极和工艺垫片的措施
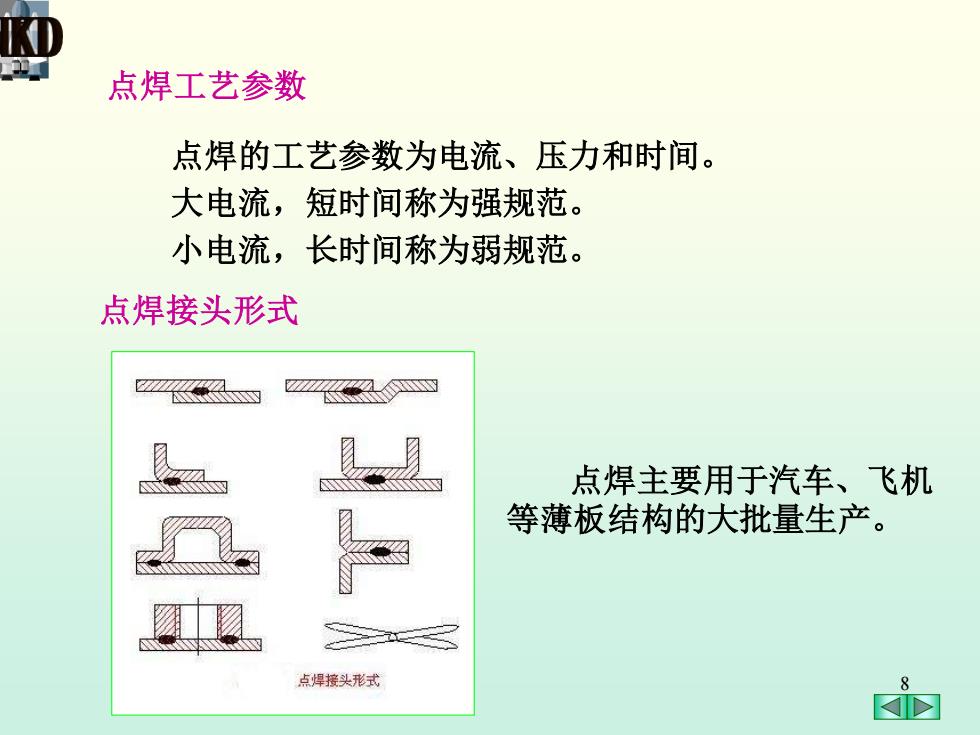
点焊工艺参数 点焊的工艺参数为电流、压力和时间。 大电流,短时间称为强规范。 小电流,长时间称为弱规范。 点焊接头形式 点焊主要用于汽车、飞机 等薄板结构的大批量生产。 点焊接头形式 8
8 点焊工艺参数 点焊的工艺参数为电流、压力和时间。 大电流,短时间称为强规范。 小电流,长时间称为弱规范。 点焊接头形式 点焊主要用于汽车、飞机 等薄板结构的大批量生产
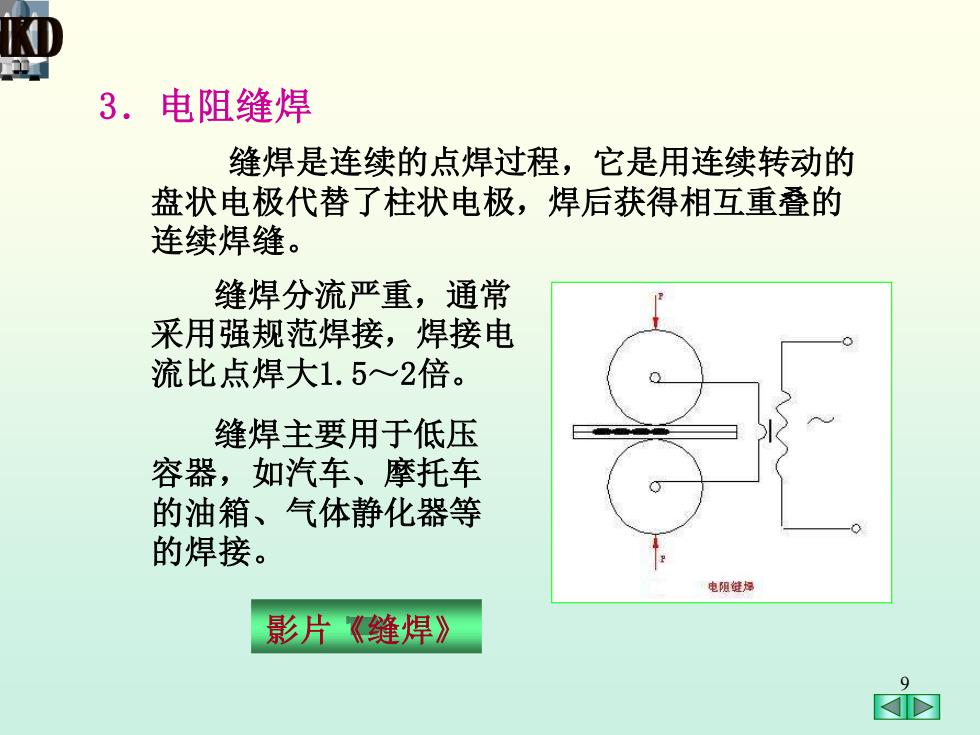
3.电阻缝焊 缝焊是连续的点焊过程,它是用连续转动的 盘状电极代替了柱状电极,焊后获得相互重叠的 连续焊缝。 缝焊分流严重,通常 采用强规范焊接,焊接电 流比点焊大1.5~2倍。 缝焊主要用于低压 容器,如汽车、摩托车 的油箱、气体静化器等 的焊接。 电阳缝择 影片《缝焊》
9 3.电阻缝焊 缝焊是连续的点焊过程,它是用连续转动的 盘状电极代替了柱状电极,焊后获得相互重叠的 连续焊缝。 缝焊分流严重,通常 采用强规范焊接,焊接电 流比点焊大1.5~2倍。 缝焊主要用于低压 容器,如汽车、摩托车 的油箱、气体静化器等 的焊接。 影片《缝焊》
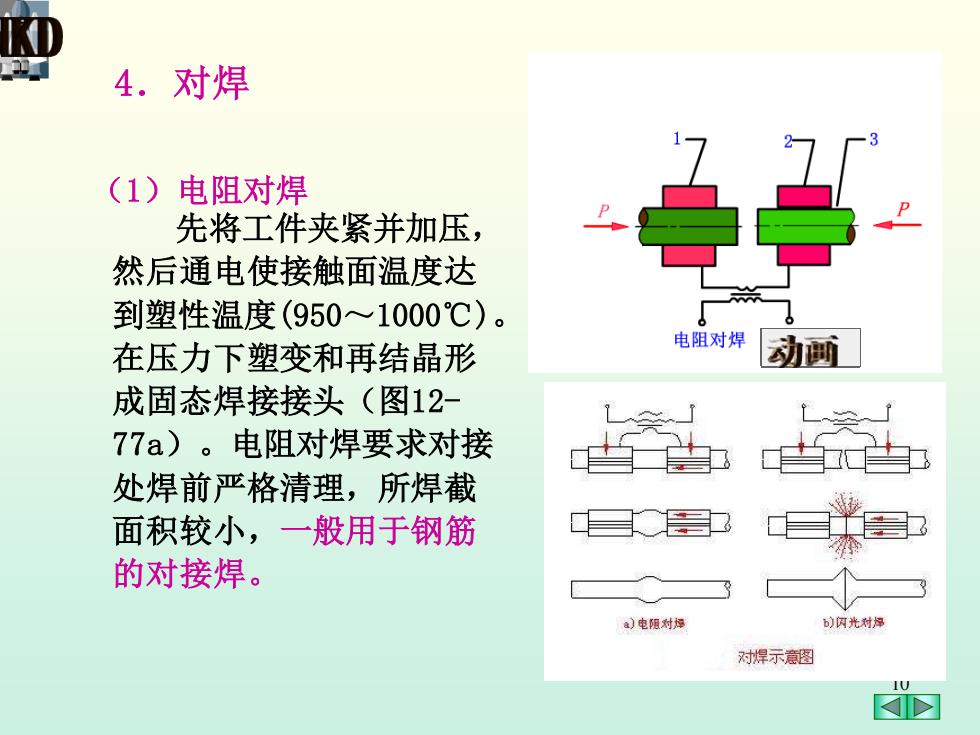
4.对焊 (1) 电阻对焊 先将工件夹紧并加压, 然后通电使接触面温度达 到塑性温度(950~1000℃)。 电阻对焊 在压力下塑变和再结晶形 动画 成固态焊接接头(图12- 77a)。电阻对焊要求对接 处焊前严格清理,所焊截 面积较小,一般用于钢筋 的对接焊。 )电限对犀 )闪光对燥 对焊示意图
10 4.对焊 (1)电阻对焊 先将工件夹紧并加压, 然后通电使接触面温度达 到塑性温度(950 ~1000℃) 。 在压力下塑变和再结晶形 成固态焊接接头(图12 - 77a)。电阻对焊要求对接 处焊前严格清理,所焊截 面积较小,一般用于钢筋 的对接焊