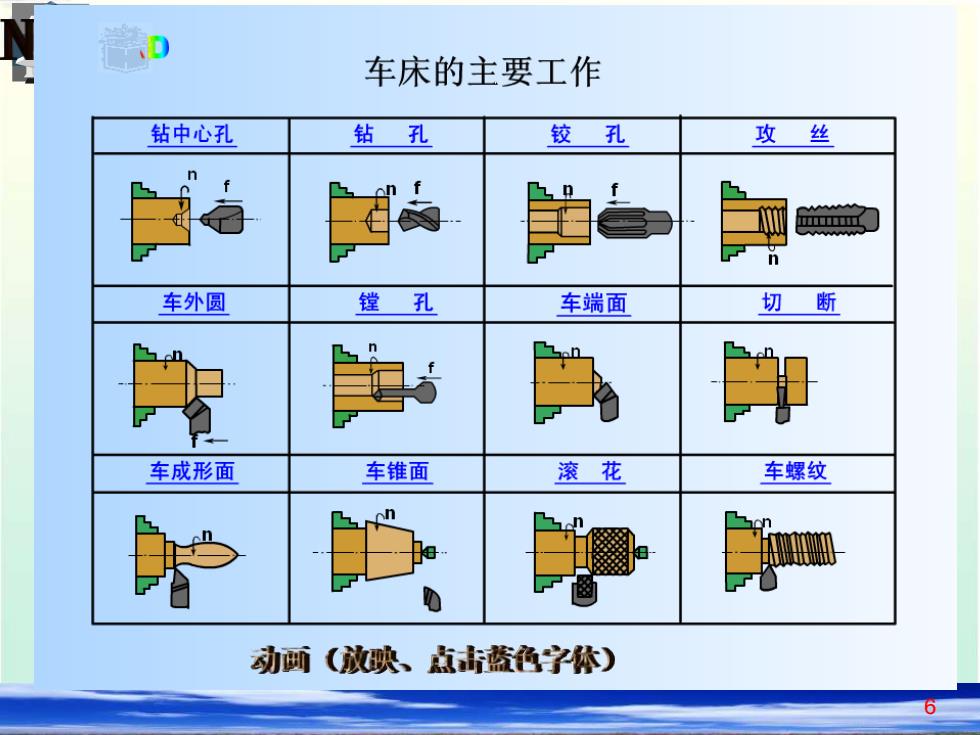
车床的主要工作 钻中心孔 钻孔 铰孔 攻丝 onnmm 车外圆 镗孔 车端面 切断 车成形面 车锥面 滚花 车螺纹 动画(议映、点击蓝通字称) 6
6
>车削加工的工艺范围 粗车(coarse turning)IT10-T13R26.3-12.5m 半精车(semi-extractive turning)IT9-lT10R23.2 6.3μm 精车(extractive turning)IT7-lT8R20.8-3.2m 精细车(fine turning)T6-T7Ra0.2-0.8μm >外圆表面车削加工设备及工艺特点 生产率高应用广泛加工材料范围较广 >车削外圆时工件的装夹特点 装夹方便快捷易于保证位置精度
7 ➢ 车削加工的工艺范围 粗车(coarse turning) IT 10-IT13 Ra 6.3-12.5μm 半精车(semi-extractive turning) IT 9-IT10 Ra 3.2- 6.3μm 精车(extractive turning) IT 7-IT8 Ra 0.8-3.2μm 精细车(fine turning) IT 6-IT7 Ra 0.2-0.8μm ➢ 外圆表面车削加工设备及工艺特点 生产率高 应用广泛 加工材料范围较广 ➢ 车削外圆时工件的装夹特点 装夹方便快捷 易于保证位置精度
平7.1.2外圆表面的磨削 概述: >磨削加工是以砂轮作为切 削工具的一种精密加工方法。 砂轮 砂轮是由磨料和结合剂黏结而 成的多孔物体,如图所示。 待加工表面 已加工表面 >1 砂轮的特性包括磨料、粒 度、结合剂、硬度、组织、形 空隙 加工表面 状和尺寸等方面。砂轮的特性 结合剂磨粒 对加工精度、表面粗糙度和生 产率影响很大。 砂轮的结构 影片《磨削工艺系统》 8
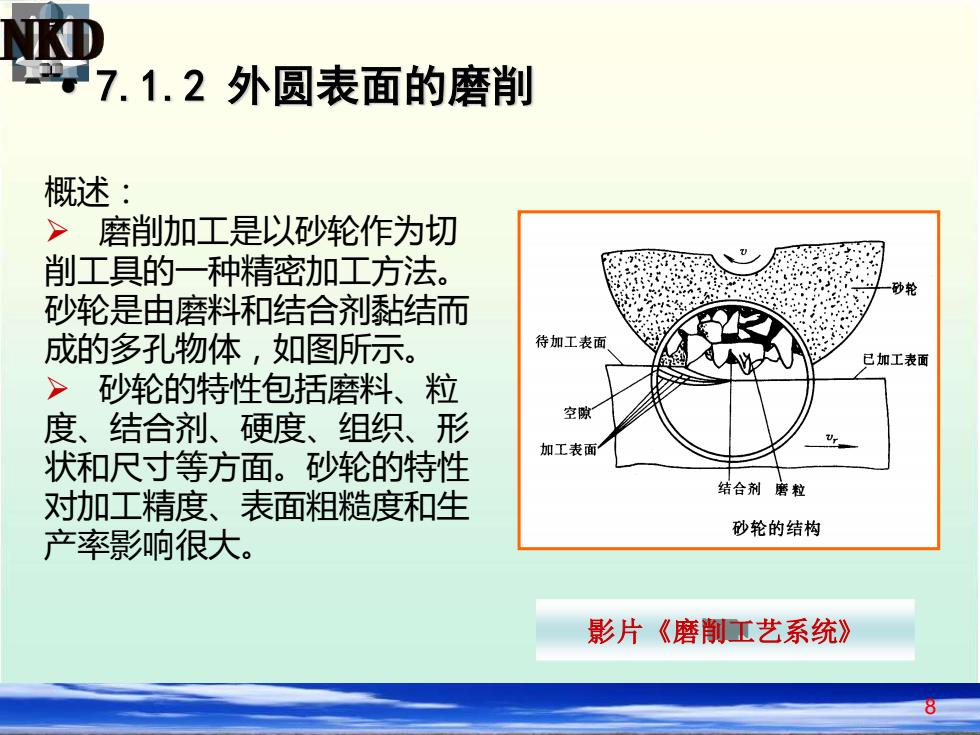
8 • 7.1.2 外圆表面的磨削 概述: ➢ 磨削加工是以砂轮作为切 削工具的一种精密加工方法。 砂轮是由磨料和结合剂黏结而 成的多孔物体,如图所示。 ➢ 砂轮的特性包括磨料、粒 度、结合剂、硬度、组织、形 状和尺寸等方面。砂轮的特性 对加工精度、表面粗糙度和生 产率影响很大。 影片《磨削工艺系统》
一、磨削的实质及磨削过程 >磨削是用分布在砂轮表面上的磨粒进行 切削的。每一颗磨粒的作用相当于一把车 刀,整个砂轮的作用相当于具有很多刀齿 的铣刀,这些刀齿是不等高的、具有0- 80°前角的磨粒尖角。比较凸出和锋利的 磨粒,可获得较大的切削深度,能切下一 层材料,具有切削作用。 9
9 一、磨削的实质及磨削过程 ➢磨削是用分布在砂轮表面上的磨粒进行 切削的。每一颗磨粒的作用相当于一把车 刀,整个砂轮的作用相当于具有很多刀齿 的铣刀,这些刀齿是不等高的、具有0- 80°前角的磨粒尖角。比较凸出和锋利的 磨粒,可获得较大的切削深度,能切下一 层材料,具有切削作用
凸出较小或磨钝的磨粒,只能获得较小的切削深度, 在工件表面上划出一道细微的沟纹,工件材料被挤向两 旁而隆起,但不能切下一层材料。凸出很小的磨粒,没 有获得切削深度,既不能在工件表面上划出一道细微的 沟纹,也不能切下一层材料,只对工件表面产生滑擦作 用。 对于那些起切削作用的磨粒,刚开始接触工件时, 由于切削深度极小,磨粒切削能力差,在工件表面上只 是滑擦而过,工件表面只产生弹性变形;随着切削深度 的增大,磨粒与工件表面之间的压力增大,工件表层逐 步产生塑性变形而刻划出沟纹;随着切削深度的进一步 增大,被切材料层产生明显滑移而形成切屑。 动画:磨屑的形成 10
10 凸出较小或磨钝的磨粒,只能获得较小的切削深度, 在工件表面上划出一道细微的沟纹,工件材料被挤向两 旁而隆起,但不能切下一层材料。凸出很小的磨粒,没 有获得切削深度,既不能在工件表面上划出一道细微的 沟纹,也不能切下一层材料,只对工件表面产生滑擦作 用。 对于那些起切削作用的磨粒,刚开始接触工件时, 由于切削深度极小,磨粒切削能力差,在工件表面上只 是滑擦而过,工件表面只产生弹性变形;随着切削深度 的增大,磨粒与工件表面之间的压力增大,工件表层逐 步产生塑性变形而刻划出沟纹;随着切削深度的进一步 增大,被切材料层产生明显滑移而形成切屑。 动画:磨屑的形成