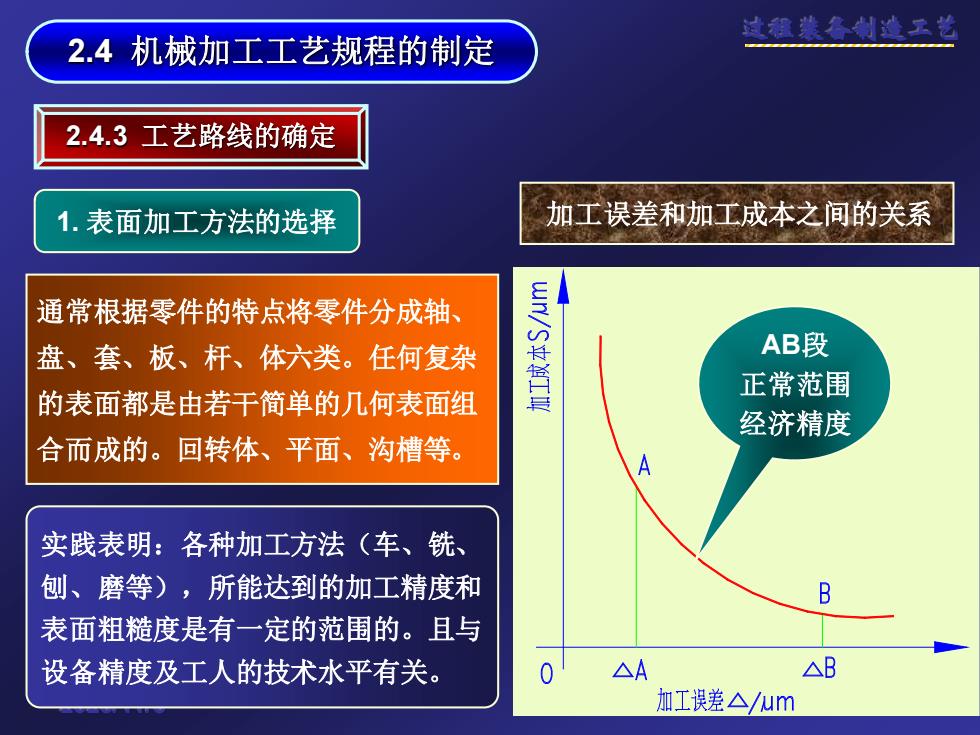
域鼠装春制遵云老 2.4机械加工工艺规程的制定 2.4.3工艺路线的确定 1.表面加工方法的选择 加工误差和加工成本之间的关系 通常根据零件的特点将零件分成轴、 盘、套、板、杆、体六类。任何复杂 AB段 正常范围 的表面都是由若干简单的几何表面组 经济精度 合而成的。回转体、平面、沟槽等。 A 实践表明:各种加工方法(车、铣、 刨、磨等),所能达到的加工精度和 B 表面粗糙度是有一定的范围的。且与 设备精度及工人的技术水平有关。 △A △B 加工误差△/um
过程装备制造工艺 2023/11/3 1. 表面加工方法的选择 通常根据零件的特点将零件分成轴、 盘、套、板、杆、体六类。任何复杂 的表面都是由若干简单的几何表面组 合而成的。回转体、平面、沟槽等。 加工误差和加工成本之间的关系 实践表明:各种加工方法(车、铣、 刨、磨等),所能达到的加工精度和 表面粗糙度是有一定的范围的。且与 设备精度及工人的技术水平有关。 2.4.3 工艺路线的确定 AB段 正常范围 经济精度 2.4 机械加工工艺规程的制定
2.4机械加工工艺规程的制定 2.4.3工艺路线的确定 1.表面加工方法的选择 经济精度某种加工方法在正常加工条件下所能保证的加工精度。 表面加工方法的确定,通常常用查表的方法或根据经验。注意:满足同样 精度的加工方法可能有若干,故还需考虑如下因素,最后确定。 1)工件材料的性质淬火等表面硬化的零件,用磨削,有色金属的精加 工不易磨削,因会使砂轮堵塞。 2)工件的形状和尺寸形状复杂的零件,不宜采用拉削或磨削:直径大 于60mm的孔不宜采用钻、扩、铰等方法。 3)与生产类型相适应大批大量采用高生产率和质量稳定的加工方法: 单件小批量生产,采用通用设备和刀具加工。 4)考虑现有生产条件充分利用现有加工设备及工艺能力、工人的技术 水平;注意引进新技术,改造老设备,挖掘企业潜力,创造经济效益
过程装备制造工艺 2023/11/3 1. 表面加工方法的选择 经济精度——某种加工方法在正常加工条件下所能保证的加工精度。 1)工件材料的性质 淬火等表面硬化的零件,用磨削;有色金属的精加 工不易磨削,因会使砂轮堵塞。 2)工件的形状和尺寸 形状复杂的零件,不宜采用拉削或磨削;直径大 于60mm的孔不宜采用钻、扩、铰等方法。 3)与生产类型相适应 大批大量采用高生产率和质量稳定的加工方法 ; 单件小批量生产,采用通用设备和刀具加工。 4)考虑现有生产条件 充分利用现有加工设备及工艺能力、工人的技术 水平;注意引进新技术,改造老设备,挖掘企业潜力,创造经济效益。 表面加工方法的确定,通常常用查表的方法或根据经验。注意:满足同样 精度的加工方法可能有若干,故还需考虑如下因素,最后确定。 2.4.3 工艺路线的确定 2.4 机械加工工艺规程的制定
2.4机械加工工艺规程的制定 2.4.3工艺路线的确定 为什么要 何时可不 划分加工 2.加工阶段的划分 划分加工 阶段? 阶段? 四个加工阶段: 0 1)粗加工 以高的生产率去除加工面的大部分余量。 2)半精加工减小粗加工留下的误差,使加工面达到一定的精度,完成 次要表面的加工,为主要表面的精加工做准备。 3)精加工一各主要表面达到图纸要求。 4)光整加工一降低表面粗糙度、提高尺寸精度,达到零件最终精度要求。 注意:加工阶段的划分是指零件加工的整个过程而言,不能以某一表面的 加工或某一工序的性质来判断。具体应用时,不能绝对化。一般根据零件 加工精度和刚度的要求决定。精度越高、刚度越差,划分阶段应越细
过程装备制造工艺 2023/11/3 2. 加工阶段的划分 四个加工阶段: 1)粗加工——以高的生产率去除加工面的大部分余量。 2)半精加工——减小粗加工留下的误差,使加工面达到一定的精度,完成 次要表面的加工,为主要表面的精加工做准备。 3)精加工——各主要表面达到图纸要求。 4)光整加工——降低表面粗糙度、提高尺寸精度,达到零件最终精度要求。 注意:加工阶段的划分是指零件加工的整个过程而言,不能以某一表面的 加工或某一工序的性质来判断。具体应用时,不能绝对化。一般根据零件 加工精度和刚度的要求决定。精度越高、刚度越差,划分阶段应越细。 2.4.3 工艺路线的确定 为什么要 划分加工 阶段? 何时可不 划分加工 阶段? 2.4 机械加工工艺规程的制定

2.4机械加工工艺规程的制定 这狐装各制進系兰 2.4.3工艺路线的确定 2.加工阶段的划分 划分加工阶段的原因: )有利于保持精加工后的加工精度。 2)可以合理使用机床设备,合理安排技术工人。 3)粗、精加工分开可以及早发现毛坯缺陷,避免造成浪费。 4)精加工表面质量易保证。 5)安排热处理工序的需要。 1)刚性好、精度要求不高或余量不大的零件; 2)刚性好的重型零件,安装麻烦; 可不划分加工阶段
过程装备制造工艺 2023/11/3 2. 加工阶段的划分 划分加工阶段的原因: 1)有利于保持精加工后的加工精度。 2)可以合理使用机床设备,合理安排技术工人。 3)粗、精加工分开可以及早发现毛坯缺陷,避免造成浪费。 4)精加工表面质量易保证。 5)安排热处理工序的需要。 1)刚性好、精度要求不高或余量不大的零件; 2)刚性好的重型零件,安装麻烦; 可不划分加工阶段。 2.4.3 工艺路线的确定 2.4 机械加工工艺规程的制定
域魏装悬制造系卷 2.4机械加工工艺规程的制定 2.4.3工艺路线的确定 拟定工艺路 线的两条不 同原则 3.工序的集中与分散 把各加工表面的各次加工,按工序集中或工序分散原则组合成若干工序。 工序集中 工序分散 将工件各加工表面集中在少数几 将工件各加工表面分散到较多工序 道工序完成,每道工序所包括的 中进行,各表面加工分得细,每道 加工内容多。 工序所含加工内容少,工艺路线长。 工序少、工步多,夹具少、安装 工序多、工步少,夹具多、安装 次数少 次数多 202311113
过程装备制造工艺 2023/11/3 3. 工序的集中与分散 把各加工表面的各次加工,按工序集中或工序分散原则组合成若干工序。 将工件各加工表面集中在少数几 道工序完成,每道工序所包括的 加工内容多。 2.4.3 工艺路线的确定 拟定工艺路 线的两条不 同原则 将工件各加工表面分散到较多工序 中进行,各表面加工分得细,每道 工序所含加工内容少,工艺路线长。 工序集中 工序分散 工序少、工步多,夹具少、安装 次数少 工序多、工步少,夹具多、安装 次数多 2.4 机械加工工艺规程的制定