③根据进给方向,按两个方向按钮中的一个,连续按下列按钮,可使轴按所选 的方向移动,同时其上的指示灯亮。 注:a.手动操作方式下,依次只能控制一个轴。 b.轴移动方向选择按钮还可以用作主轴手动转速减速/增速按钮。 ④选择进给倍率:手动连续进给速度可由手动连续进给速度倍率开关选择,见 表2-3。 表2-3进给速率修调 进给速率修调() 进给速率修调(%) 0 40 1 50 2 60 4 70 6 80 8 90 10 100 15 105 20 110 30 120 ⑤快速移动 选择移动轴后,再同时按下移动方向和快速移动按钮,做快速移动。 欲改变轴快速移动的速率,可以设定不同的快速移动修调。 注:开机时机床默认的快速移动倍率为25%。 3)手轮进给 用手摇脉冲发生器可进行微进给。 ①按下手轮方式(IANDLE)按钮。 ②选择欲移动的轴。 ③旋转手摇脉冲发生器,机床沿所选轴移动。 顺时针 +方向 逆时针 方向 6
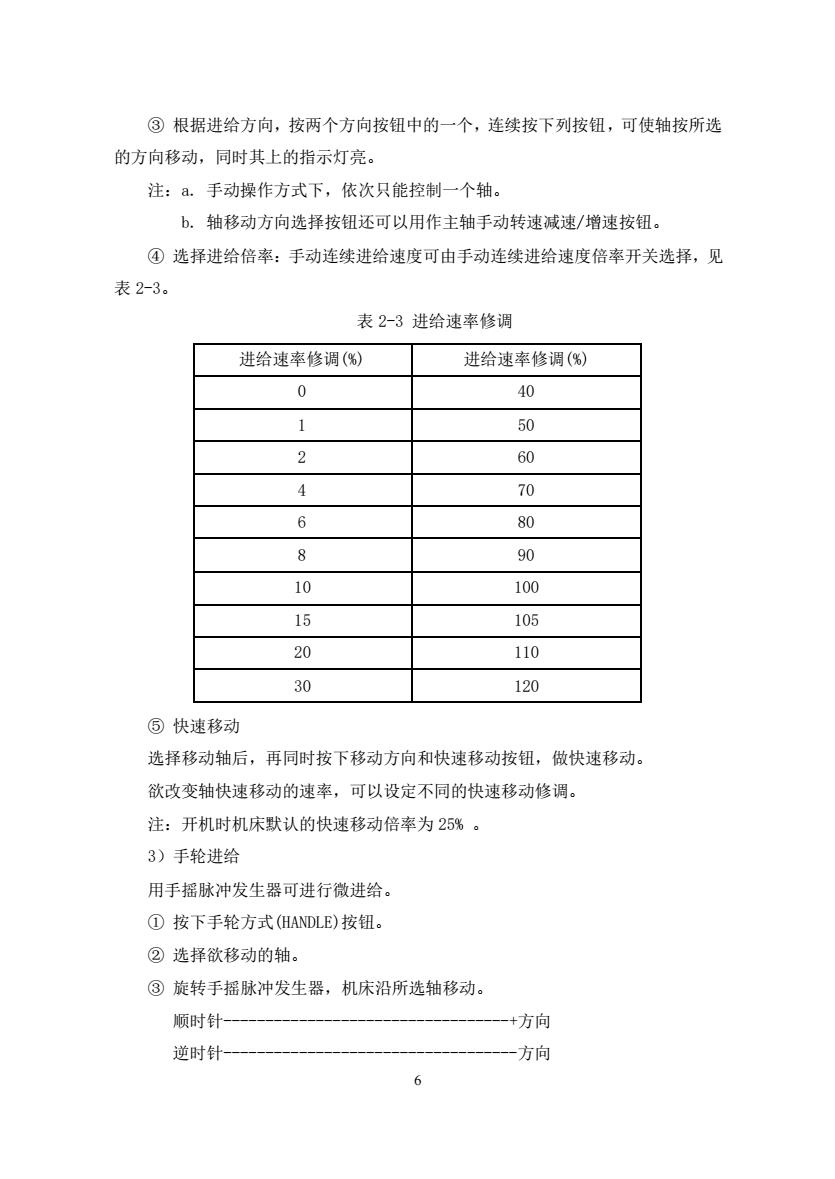
6 ③ 根据进给方向,按两个方向按钮中的一个,连续按下列按钮,可使轴按所选 的方向移动,同时其上的指示灯亮。 注:a. 手动操作方式下,依次只能控制一个轴。 b. 轴移动方向选择按钮还可以用作主轴手动转速减速/增速按钮。 ④ 选择进给倍率:手动连续进给速度可由手动连续进给速度倍率开关选择,见 表 2-3。 表 2-3 进给速率修调 进给速率修调(%) 进给速率修调(%) 0 40 1 50 2 60 4 70 6 80 8 90 10 100 15 105 20 110 30 120 ⑤ 快速移动 选择移动轴后,再同时按下移动方向和快速移动按钮,做快速移动。 欲改变轴快速移动的速率,可以设定不同的快速移动修调。 注:开机时机床默认的快速移动倍率为 25% 。 3)手轮进给 用手摇脉冲发生器可进行微进给。 ① 按下手轮方式(HANDLE)按钮。 ② 选择欲移动的轴。 ③ 旋转手摇脉冲发生器,机床沿所选轴移动。 顺时针----------------------------------+方向 逆时针-----------------------------------方向
④移动量 分别按下列四个按钮中的一个来选择进给倍率。当手摇脉冲发生器转过一个刻 度时机床移动的最小距离等于最小输入增量。 公制0.001m 英制0.0001inch 注:①直径编程时,实际移动量为0.0005mm或0.00005inch。 ②手摇脉冲发生器旋转速度不应该大于5转/秒。如果以大于5转/秒的转 速转动,会出现机床移动距离和手摇脉冲发生器的刻度不相符的现象。 ③手轮方式下默认选项为Z轴和X100倍率。 4)手动返回参考点 机床可以手动返回参考点,返回工件坐标系自动建立。 ①按下回参考点方式(REF.RTN)按钮,同时其上的指示灯亮。 ②为了减小速度,可以选择一个快速移动倍率。 ③分别按下回参考点按钮,机床开始向所选轴的参考点移动,执行返回参考点 操作。也可分别按下轴选择按钮及轴移动正方向按钮,使机床返回参考点。 注:机床操作时只有X轴返回参考点后,才能进行Z轴返回参考点操作 ④机床返回各轴的参考点后停止移动,同时各轴的回参考点指示灯亮 熄灭回参考点指示灯的方法如下: a.离开参考点位置: b.进入紧急停止状态 5)主轴转动 ①按下手动方式(J0G)按钮。 ②按下主轴正转按钮或反转按钮,主轴以PMC中设定的初始速度开始转动,同 时正转或反转指示灯亮。 ③按下主轴停止按钮,则主轴停止转动,同时指示灯亮。 ④主轴正转或反转时,可以按下主轴手动转速增速或减速按钮按钮以增加或降 低主轴的速度。 注:①主轴移动方向按钮在此时用作主轴手动转速减/增速按钮:增/减速完成 后,仍可以在选择移动轴后用此二键进行移动操作。 7
7 ④ 移动量 分别按下列四个按钮中的一个来选择进给倍率。当手摇脉冲发生器转过一个刻 度时机床移动的最小距离等于最小输入增量。 公制 0.001 mm 英制 0.0001 inch 注:① 直径编程时,实际移动量为 0.0005mm 或 0.00005inch。 ② 手摇脉冲发生器旋转速度不应该大于 5 转/秒。如果以大于 5 转/秒的转 速转动,会出现机床移动距离和手摇脉冲发生器的刻度不相符的现象。 ③ 手轮方式下默认选项为 Z 轴和 X100 倍率。 4)手动返回参考点 机床可以手动返回参考点,返回工件坐标系自动建立。 ① 按下回参考点方式(REF.RTN)按钮,同时其上的指示灯亮。 ② 为了减小速度,可以选择一个快速移动倍率。 ③ 分别按下回参考点按钮,机床开始向所选轴的参考点移动,执行返回参考点 操作。也可分别按下轴选择按钮及轴移动正方向按钮,使机床返回参考点。 注:机床操作时只有 X 轴返回参考点后,才能进行 Z 轴返回参考点操作。 ④ 机床返回各轴的参考点后停止移动,同时各轴的回参考点指示灯亮。 熄灭回参考点指示灯的方法如下: a. 离开参考点位置; b. 进入紧急停止状态。 5)主轴转动 ① 按下手动方式(JOG)按钮。 ② 按下主轴正转按钮或反转按钮,主轴以 PMC 中设定的初始速度开始转动,同 时正转或反转指示灯亮。 ③ 按下主轴停止按钮,则主轴停止转动,同时指示灯亮。 ④ 主轴正转或反转时,可以按下主轴手动转速增速或减速按钮按钮以增加或降 低主轴的速度。 注: ① 主轴移动方向按钮在此时用作主轴手动转速减/增速按钮;增/减速完成 后,仍可以在选择移动轴后用此二键进行移动操作
②开机进行自动操作后再转到手动操作状态时,主轴将以PC中设定的初 始转速转动:一旦用此二键增/减速,再次从自动操作转到手动操作时,主轴将以用 此二键设定的转速转动。 ③每按一下减/增速按钮,主轴转速将在当前转速基础上减/增速50rpm, 调速范围为30-4000rpm。 6)刀具操作 ①刀具回零(仅伺服刀架) 在手动返回参考点方式中,执行完X,Z轴返回参考点后,自动执行刀具回 零操作,完成后同时其上的指示灯亮。 注:a.刀架回零操作在执行完X,Z轴回参考点后自动进行。 b.发生刀架警报后,必须重新进行刀架回零操作。 ②刀具分度灯 自动运行中进行换刀操作时,此指示灯亮。 换刀操作结束后,刀具分度指示灯又灭。 )冷却液 ①按下任意一个方式选择按钮。 ②按下手动冷却按钮,冷却泵开始运转,同时其上的指示灯亮。再次按下此按 钮,则冷却泵关闭,指示灯灭。 ③如果是自动运行方式,就要按下自动冷却按钮,并关上防护门,然后用辅助 代码M,方法如下: MO8:冷却液开 MO9:冷却液关 (3)自动运行方式 机床可根据程序自动运行。 1)自动(存储器)运行 ①启动自动运行 a.选择序号。 b.按下自动运行方式(AUTO)按钮。 c.按下循环启动按钮。 按下循环启动按钮后,自动运行启动,同时循环启动指示灯亮。自动运行结束
8 ② 开机进行自动操作后再转到手动操作状态时,主轴将以 PMC 中设定的初 始转速转动;一旦用此二键增/减速,再次从自动操作转到手动操作时,主轴将以用 此二键设定的转速转动。 ③ 每按一下减/增速按钮,主轴转速将在当前转速基础上减/增速 50rpm, 调速范围为 30-4000rpm。 6)刀具操作 ① 刀具回零(仅伺服刀架) 在手动返回参考点方式中,执行完 X,Z 轴返回参考点后,自动执行刀具回 零操作,完成后同时其上的指示灯亮。 注:a. 刀架回零操作在执行完 X,Z 轴回参考点后自动进行。 b. 发生刀架警报后,必须重新进行刀架回零操作。 ② 刀具分度灯 自动运行中进行换刀操作时,此指示灯亮。 换刀操作结束后,刀具分度指示灯又灭。 7) 冷却液 ① 按下任意一个方式选择按钮。 ② 按下手动冷却按钮,冷却泵开始运转,同时其上的指示灯亮。再次按下此按 钮,则冷却泵关闭,指示灯灭。 ③ 如果是自动运行方式,就要按下自动冷却按钮,并关上防护门,然后用辅助 代码 M,方法如下: M08:冷却液开 M09:冷却液关 (3)自动运行方式 机床可根据程序自动运行。 1)自动(存储器)运行 ① 启动自动运行 a. 选择序号。 b. 按下自动运行方式(AUTO)按钮。 c. 按下循环启动按钮。 按下循环启动按钮后,自动运行启动,同时循环启动指示灯亮。自动运行结束
时,循环启动灯灭。 d.为了中途停止自动运行,可按下进给保持按钮。 e.为了取消自动运行,可以按下NMDI面板上的RESET(复位)键。自动运 行结束并进入复位状态。 注:在下列方式,循环按钮不起作用 a.当进给保持钮按下时。 b.当急停按下时。 c.当复位信号有效时。 d.当方式选择开关不到位时。 e.当搜索顺序号时。 £.当报警时。 g当自动运行时。 h.当NC单元没有进入准备就绪状态时。 ②暂停自动运行 按下进给保持按钮后,进给保持指示灯亮,而循环启动指示灯灭。机床做如 下响应: a。当机床正在移动时,进给运行减速并停止。 b.当暂停(停刀)正在被执行时,暂停(停刀)就停止。 c,当M,S或T功能被执行时,在M,S或T功能完成之后运行停止。 注:当执行G32或G92螺纹切削时,即使进给保持按钮被按下,进给也不停 止。如果停止,主轴还继续转动,致使部分丝扣和刀尖相碰。因此,当螺纹切削完 毕,下一个程序段指令执行时,进给才停止。 ③重新启动 a.按下自动运行方式按钮。 b.按循环启动按钮,进给保持指示灯灭而循环启动指示灯亮。 ④自动运行过程中的手动操作 a.按操作面板上的进给保持按钮或单段按钮,使机床暂停。 b.记录所显示的停止位置的坐标。 c.进行手动操作。 9
9 时,循环启动灯灭。 d. 为了中途停止自动运行,可按下进给保持按钮。 e. 为了取消自动运行,可以按下 MDI 面板上的 RESET(复位)键。自动运 行结束并进入复位状态。 注:在下列方式,循环按钮不起作用: a. 当进给保持钮按下时。 b. 当急停按下时。 c. 当复位信号有效时。 d. 当方式选择开关不到位时。 e. 当搜索顺序号时。 f. 当报警时。 g. 当自动运行时。 h. 当 NC 单元没有进入准备就绪状态时。 ② 暂停自动运行 按下进给保持按钮后,进给保持指示灯亮,而循环启动指示灯灭。机床做如 下响应: a. 当机床正在移动时,进给运行减速并停止。 b. 当暂停(停刀)正在被执行时,暂停(停刀)就停止。 c. 当 M,S 或 T 功能被执行时,在 M,S 或 T 功能完成之后运行停止。 注:当执行 G32 或 G92 螺纹切削时,即使进给保持按钮被按下,进给也不停 止。如果停止,主轴还继续转动,致使部分丝扣和刀尖相碰。因此,当螺纹切削完 毕,下一个程序段指令执行时,进给才停止。 ③ 重新启动 a. 按下自动运行方式按钮。 b. 按循环启动按钮,进给保持指示灯灭而循环启动指示灯亮。 ④ 自动运行过程中的手动操作 a. 按操作面板上的进给保持按钮或单段按钮,使机床暂停。 b. 记录所显示的停止位置的坐标。 c. 进行手动操作
d.使刀具回到所记录的位置(手动操作的起始点)。 ©.要恢复自动方式,必须将重新按下方式按钮,使其处于手动操作前所处 的状态。 £.按循环启动按钮 ⑤自动运行过程中的NMDI操作 a.按下单段按钮,指示灯亮。 b.按下NDI方式按钮,指示灯亮。 c.用MDI(手动数据输入)进行操作。 d.要恢复自动运行方式,必须按下AUTO按钮。 e,按循环启动按钮。 注:因为原由N℃命令所设定的模态数据还存在者,所以新的模态数据必须 恢复MDI操作前的状态。 ⑥程序停止(M00) 在执行了包含有MO0的程序段之后自动运行就停止。同时M00/NM01指示灯亮。 当程序停止之后,所有的模态信息保持不变如同单程序段运行一样,可用循 环启动按钮恢复自动运行。 ⑦选择停止(M01) 当按下此按钮同时其上的指示灯亮,表示已处于选择停止状态,在执行了包 含有M01指令的程序段之后自动运行停止,程序就停止,M00/M01指示灯亮。 继续执行时,按下循环启动按钮。 ⑧程序结束/纸带结束(N02/30) 在自动运行过程中,当读入MO2或M30时,自动运行结束并进入复位状态 同时指示灯亮。 M30返回到程序的开头。 ⑨跷过任意程序段 在自动运行中此功能将忽略可跳过带有“/m”(=1^9)的程序段。程序存入 存储器时,此功能无效。可省略“/1”的数字1。但在一个程序段中跳过多个程序 段时,数字1不能省略。 2)MDI(手动数据输入)运行 10
10 d. 使刀具回到所记录的位置(手动操作的起始点)。 e. 要恢复自动方式,必须将重新按下方式按钮,使其处于手动操作前所处 的状态。 f. 按循环启动按钮。 ⑤ 自动运行过程中的 MDI 操作 a. 按下单段按钮,指示灯亮。 b. 按下 MDI 方式按钮,指示灯亮。 c. 用 MDI(手动数据输入)进行操作。 d. 要恢复自动运行方式,必须按下 AUTO 按钮。 e. 按循环启动按钮。 注:因为原由 NC 命令所设定的模态数据还存在着,所以新的模态数据必须 恢复 MDI 操作前的状态。 ⑥ 程序停止(M00) 在执行了包含有M00的程序段之后自动运行就停止。同时M00/M01指示灯亮。 当程序停止之后,所有的模态信息保持不变如同单程序段运行一样,可用循 环启动按钮恢复自动运行。 ⑦ 选择停止(M01) 当按下此按钮同时其上的指示灯亮,表示已处于选择停止状态,在执行了包 含有 M01 指令的程序段之后自动运行停止,程序就停止,M00/M01 指示灯亮。 继续执行时,按下循环启动按钮。 ⑧ 程序结束/纸带结束(M02/30) 在自动运行过程中,当读入 M02 或 M30 时,自动运行结束并进入复位状态, 同时指示灯亮。 M30 返回到程序的开头。 ⑨ 跳过任意程序段 在自动运行中此功能将忽略可跳过带有“/n”(n=1~9)的程序段。程序存入 存储器时,此功能无效。可省略“/1”的数字 1。但在一个程序段中跳过多个程序 段时,数字 1 不能省略。 2)MDI(手动数据输入)运行