钢管冷加工生产概述 一、钢管冷加工方法: 冷轧、冷拔、冷张力减径和旋压(属于冷轧) 冷加工特点:精密、薄壁、极细管。 1. 精密:尺寸精度高,表面光洁度好; 2. 薄壁:0.050.01毫米; 3. 极细:直径达0.10.3毫米。 如:喷气发动机用2.032*0.38mm高强耐热管、 4.763-31.75*0.559-1.626mm的不诱钢管。这些 规格的管是热轧法无法生产的,因此冷加工更能 活应工亚及科学技宋飞速发展的某些特殊需要 。 2025/4/23
2025/4/23 1 钢管冷加工生产概述 一、钢管冷加工方法: • 冷轧、冷拔、冷张力减径和旋压(属于冷轧) ➢ 冷加工特点:精密、薄壁、极细管。 1. 精密:尺寸精度高,表面光洁度好; 2. 薄壁:0.05~0.01毫米; 3. 极细:直径达0.1~0.3毫米。 如:喷气发动机用2.032*0.38mm高强耐热管、 4.763-31.75*0.559-1.626mm的不诱钢管。这些 规格的管是热轧法无法生产的,因此冷加工更能 活应工业及科学技术飞速发展的某些特殊需要
1.冷轧:二/多辊周期式冷轧机(机架往复),钢管在变 断面圆孔槽和不动芯棒所组成的环形孔型中轧制。 。特点: 减壁能力强,一道次减壁75~85%,减径65%,变形条 件好,可显著地改善材料性能、尺寸精度和表面质量。 ·可生产高合金钢及低塑性钢,生产率低、设备复杂。 ·生产异型管、变断面管。 2025/4/23 2
2025/4/23 2 1.冷轧:二/多辊周期式冷轧机(机架往复),钢管在变 断面圆孔槽和不动芯棒所组成的环形孔型中轧制。 • 特点: • 减壁能力强,一道次减壁75~85%,减径65%,变形条 件好,可显著地改善材料性能、尺寸精度和表面质量。 • 可生产高合金钢及低塑性钢,生产率低、设备复杂。 • 生产异型管、变断面管
上G型 二二 tb】 LD型 冷轧:LG(二辊)、LD(多辊) 2025/4/23 3
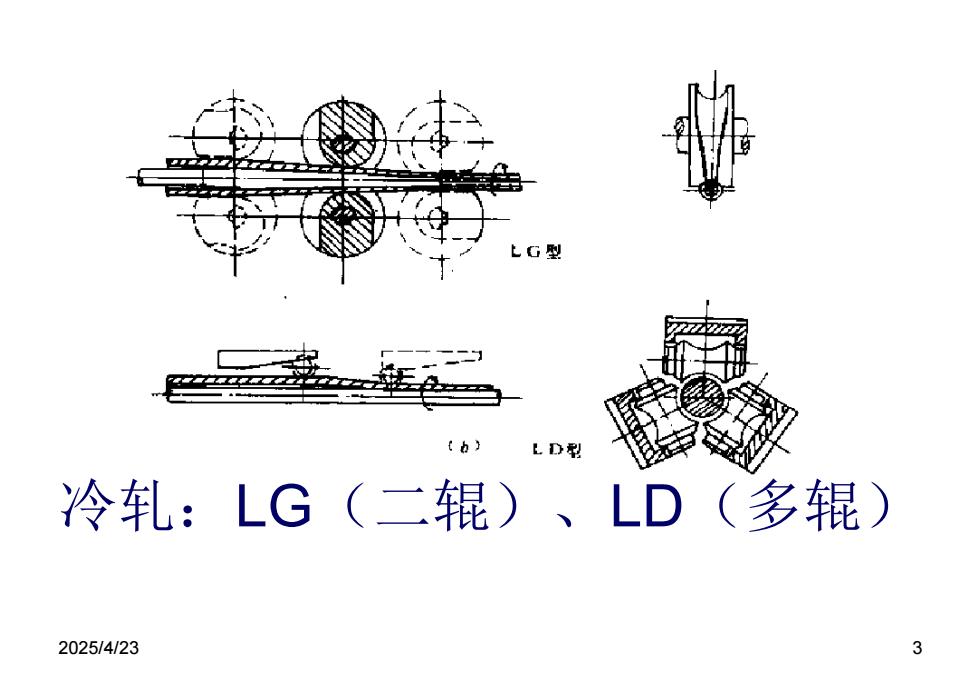
2025/4/23 3 冷轧:LG(二辊)、LD(多辊)
2.冷拔:毛细管、小直径厚壁管、部分异型钢管。 特点: ·通常在0.5~100T的单链式或双链式冷拔机上进 行。 道次断面收缩率不大于40%,多道次循环生产 (3-5个)。 。 生产灵活性大,产品规格广。 产品D=0.2~765毫米,s=0.015~50毫米。 但辅助设备多,厂房大,金属消耗(切头、氧化 皮)大,工具简单。 2025/4/23 4
2025/4/23 4 2.冷拔:毛细管、小直径厚壁管、部分异型钢管。 特点: • 通常在0.5~100T的单链式或双链式冷拔机上进 行。 • 道次断面收缩率不大于40%,多道次循环生产 (3-5个)。 • 生产灵活性大,产品规格广。 • 产品D=0.2~765毫米,s=0.015~50毫米。 • 但辅助设备多,厂房大,金属消耗(切头、氧化 皮)大,工具简单
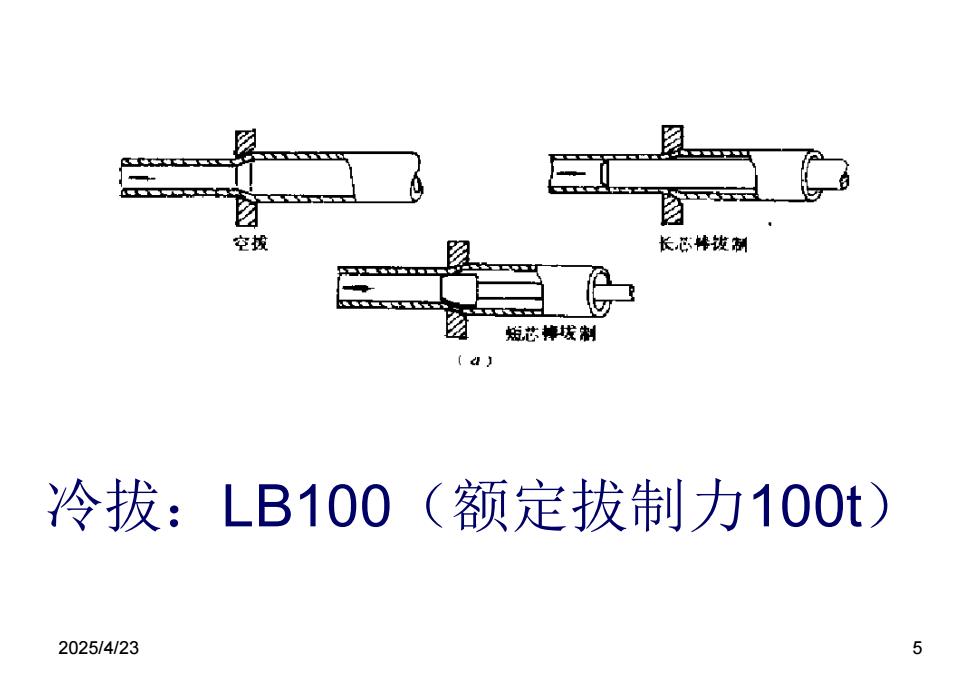
空拔 长芯棒拨制 短芯棒线制 冷拔:LB100(额定拔制力100t) 2025/4/23 5
2025/4/23 5 冷拔:LB100(额定拔制力100t)