
第八章焊管
第八章 焊管
焊管生产方法及工艺流程简介 管坯(钢板或带钢)→弯曲成型(热成型、冷成型) →要求横断面形状→焊接→将焊缝焊合→钢管。 >两个基本工序:成型、焊接 >不同成型、焊接方法十产品范围命名焊管机组 >如:20~120连续高频电阻焊管机组 外径范围20~120mm、连续成型、 高频电阻焊 >生产方法:螺旋焊、排辊成型、高频电焊、履带式成型
管坯(钢板或带钢)→弯曲成型(热成型、冷成型) →要求横断面形状→焊接→将焊缝焊合→钢管。 ➢ 两个基本工序:成型、焊接 ➢ 不同成型、焊接方法+产品范围→命名焊管机组 ➢ 如:20~120连续高频电阻焊管机组 ↓ 外径范围20~120mm、连续成型、高频电阻焊 焊管生产方法及工艺流程简介 ➢生产方法:螺旋焊、排辊成型、高频电焊、履带式成型
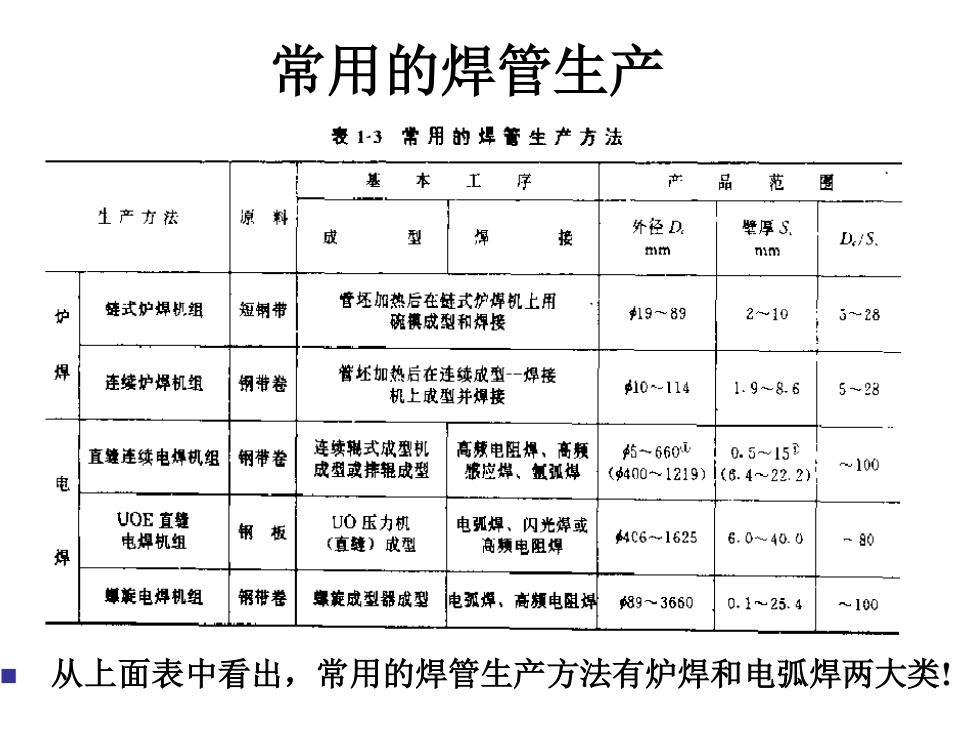
常用的焊管生产 表13常用的焊管生产方法 基 本 工序 产品范圈 生产方法 原料 成 型 接 外径D 壁厚S D/S. 的 nim 炉 链式炉焊机组 短朝带 管坯如热后在链式护焊机上用 碗模成型和焊接 19一89 2一10 5-28 焊 连续炉焊机组 钥带卷 管坯加热后在连续成型一焊接 机上成型并焊接 10-114 1.9w86 5-28 直缝连续电焊机组 钢带卷 连续辊式成型机 高辣电阻焊、高频 5-660 0.5~15 成型或排辊成型 旅应焊、氩孤煤 电 (400~1219)6.422.2) 100 UOE直鼙 电焊机组 钢 板 UO压力机 电弧焊、闪光煤或 (直缝)成型 4C6-1625 6.040.0 -80 焊 高频电阻焊 媒兼电焊机组 帮带卷 缘旋成型器成型 电弧烊,高频电阻煤 893660 0.125.4 100 从上面表中看出,常用的焊管生产方法有炉焊和电弧焊两大类!
常用的焊管生产 ◼ 从上面表中看出,常用的焊管生产方法有炉焊和电弧焊两大类!

一、炉焊法生产钢管:将焊管坯加热至 1350~1400℃的焊接温度。然后通过成型 焊接机或焊管模(非连续炉焊)受压成型 并焊接成钢管的过程。 成形辐 风管 焊接辊 钢带 吹风的目的,去 除表面氧化铁皮(使 诚嘰 边部温升)、夹杂。 :←口风管 带钢导向定位, 防缝口扭曲 图 连续的焊管成型与焊接 搭焊法
一、炉焊法生产钢管:将焊管坯加热至 1350~1400℃的焊接温度。然后通过成型 焊接机或焊管模(非连续炉焊)受压成型 并焊接成钢管的过程。 •吹风的目的,去 除表面氧化铁皮(使 边部温升)、夹杂。 •带钢导向定位, 防缝口扭曲
布置结构:带钢经过6~14机架组成的成 型焊接机进行成型并焊接,二辊式相邻机 架互为90°布置。 第一架立辊(成型机架)与第二架水平辊 (进行锻接)间有风管 第二架以后各架均起减径作用,每架减径 量为5~8%。 ·锯切、定径、冷却、精整、试验、打印
• 布置结构:带钢经过6~14机架组成的成 型焊接机进行成型并焊接,二辊式相邻机 架互为90º布置。 • 第一架立辊(成型机架)与第二架水平辊 (进行锻接)间有风管。 • 第二架以后各架均起减径作用,每架减径 量为5~8%。 • 锯切、定径、冷却、精整、试验、打印