第五章毛管轧制
第五章 毛管轧制
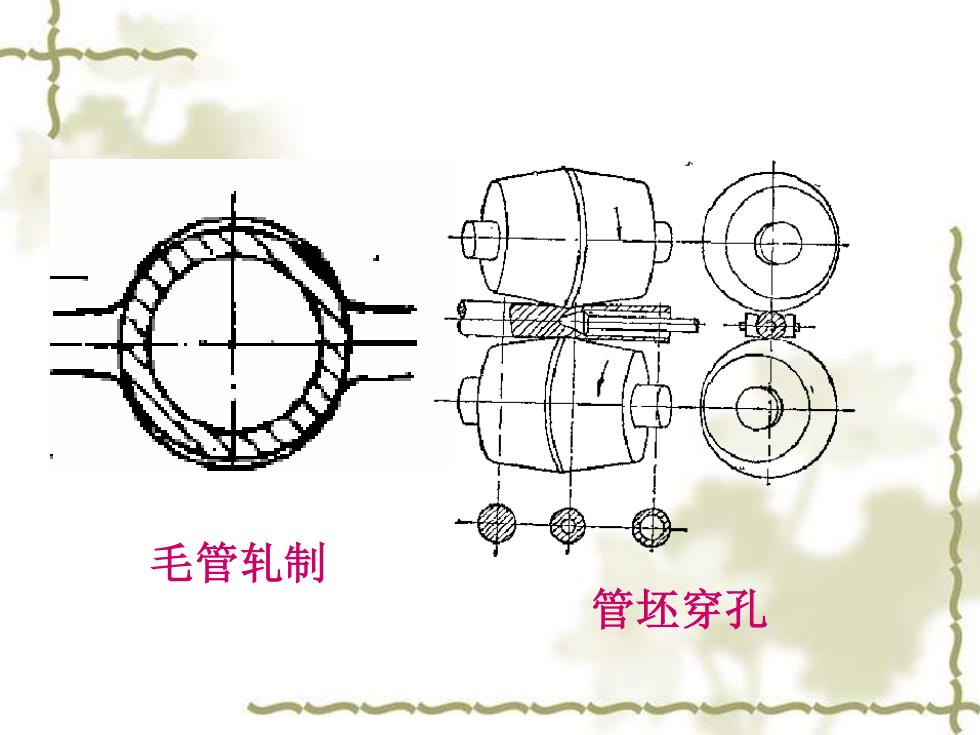
毛管轧制 管坯穿孔
毛管轧制 管坯穿孔
毛管轧制:热轧无缝钢管的主要变形工序 1. 减壁:使毛管壁厚接近达到成品管壁厚,S; 2. 减径:减少外径D↓; 3. 消除毛管的纵向壁厚不均、提高荒管内外表面质量、 控制荒管外径和真圆度。 轧管方法如下图所示: 其中斜轧法轧管的工艺设备和变形基本上与斜轧穿 孔延伸相似,故本章主要讨论毛管纵轧
毛管轧制:热轧无缝钢管的主要变形工序 1. 减壁:使毛管壁厚接近/达到成品管壁厚,S↓; 2. 减径:减少外径D↓; 3. 消除毛管的纵向壁厚不均、提高荒管内外表面质量、 控制荒管外径和真圆度。 ➢ 轧管方法如下图所示: • 其中斜轧法轧管的工艺设备和变形基本上与斜轧穿 孔/延伸相似,故本章主要讨论毛管纵轧
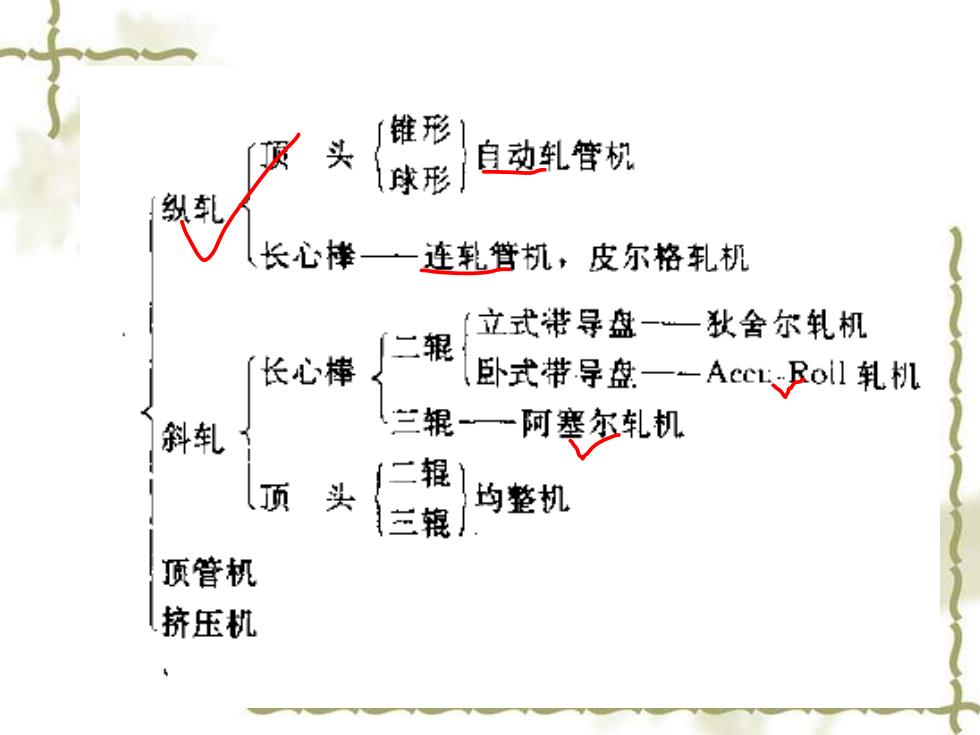
锥形 头 球形 自动轧管机 长心棒一 连管机,皮尔格轧机 立式带导盘一一狄舍尔轧机 二辊 长心棒 卧式带导盘一-AccL Roil轧机 斜轧 三辊一阿塞交轧机 顶 头 二辊 三粮 均整机 顶管机 挤压机
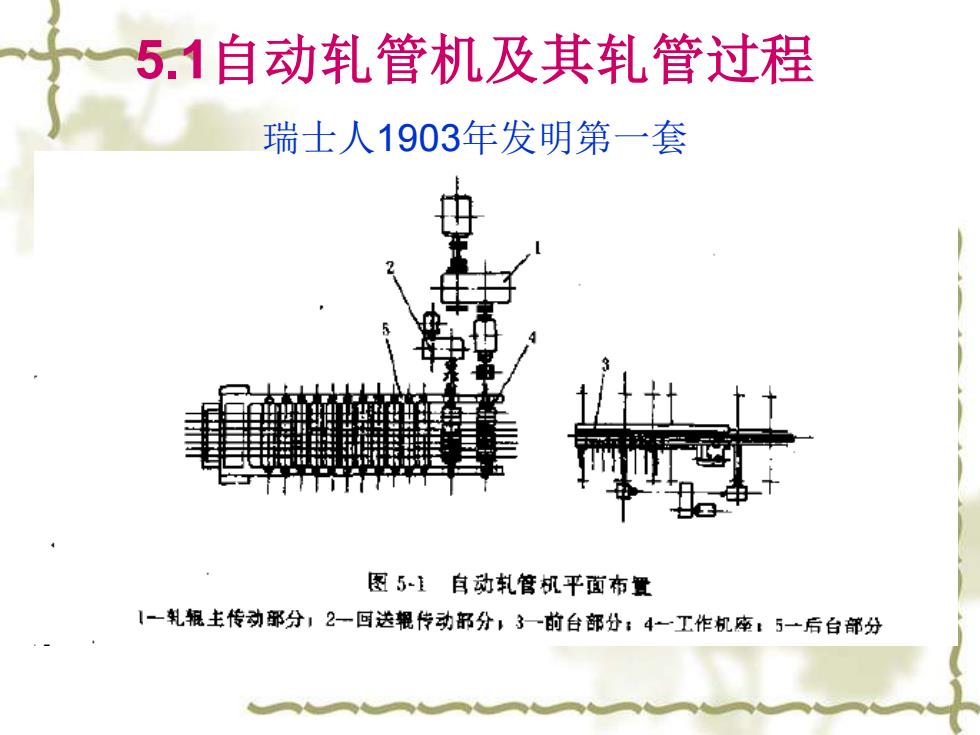
5.1自动轧管机及其轧管过程 瑞士人1903年发明第一套 4 图5-1自动轧管机平面布置 1一轧辊主传动邵分,2一回送根传动部分,3一前台部分:4~工作机座:5一后台部分
5.1自动轧管机及其轧管过程 瑞士人1903年发明第一套