▣对于钢轨端头弯曲采 用波浪米尺检查,不 合格者要用四面液压 矫进行补矫。同时对 钢轨的表面质量用涡 流探伤检查,对其内 部质量采用超声波检 查,这些检测全部在 线自动化进行。 法国铺铁集研制的用于检测高连块路钢轨平直度的波浪米尺 6
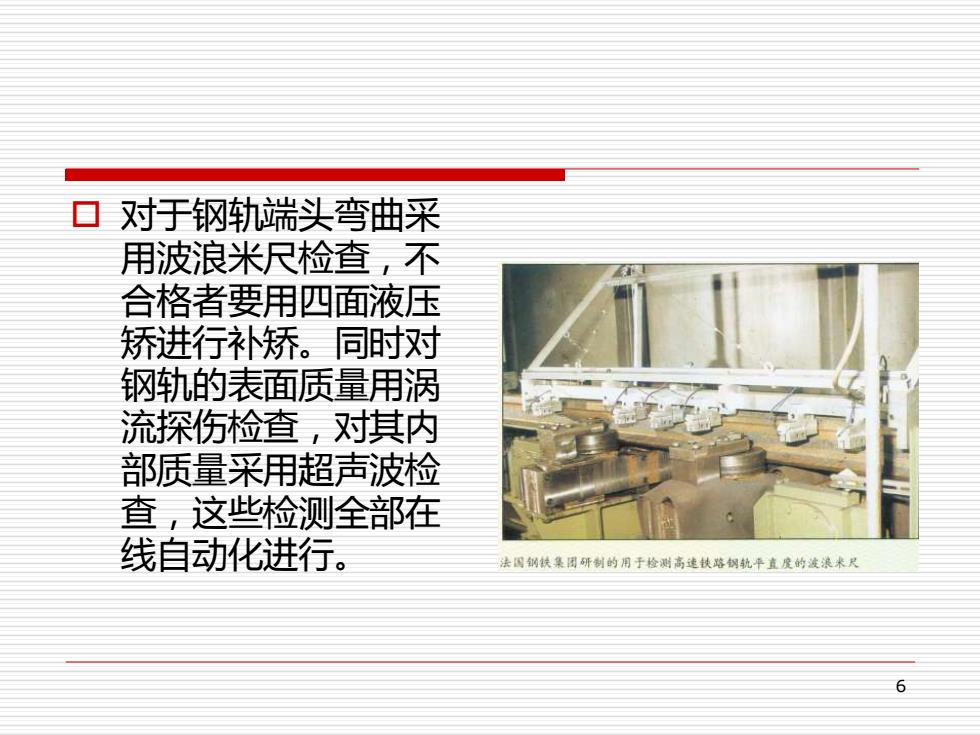
6 对于钢轨端头弯曲采 用波浪米尺检查,不 合格者要用四面液压 矫进行补矫。同时对 钢轨的表面质量用涡 流探伤检查,对其内 部质量采用超声波检 查,这些检测全部在 线自动化进行

目 最后对钢轨进行端头加工 即铣头、钻孔。 需要热 处理的钢轨送到热处理车间 目 孔型系统及特点:在第一架开坯机上设计了6个孔 其中3个箱形孔和3个帽形孔,在第二并还机上设 计了4个轨形孔,在双方能轧机组上设了2个方能 孔和2个立轧孔 目 在万能精轧机上设计了1个半万能孔。整个孔型的 总神长率为2.5。为减沙更换品种时的换辊,他们 种可生产几个品种的立轧边孔。同时开始 消耗40%
7 最后对钢轨进行端头加工,即铣头、钻孔。需要热 处理的钢轨送到热处理车间。 孔型系统及特点:在第一架开坯机上设计了6个孔, 其中3个箱形孔和3个帽形孔;在第二架开坯机上设 计了4个轨形孔;在双万能轧机组上设计了2个万能 孔和2个立轧孔; 在万能精轧机上设计了1个半万能孔。整个孔型的 总伸长率为2.5。为减少更换品种时的换辊,他们 设计了一种可生产几个品种的立轧边孔。同时开始 采用与常规连铸坯断面根本不同的近终形断面连铸 坯,这样大大减少了开坯孔型的数量,降低了轧辊 消耗40%

口该厂万能法生产工艺的成功,不仅能满足铁 路部门对钢轨尺寸精度和性能的要求,而且 也大大提高了轧钢厂的经济效益。该厂的万 能工艺已在世界推广采用,采用其专利技术 用万能法生产钢轨的厂家有:日本新日铁八幡 厂、 南非比勒陀利亚厂(ISCOR of South Africa)、美国惠灵匹兹堡厂、巴西米纳斯) (ACominas of Brazil)、澳大利亚布罗肯 希尔厂(Broken Hill Work of Australia等。 8
8 该厂万能法生产工艺的成功,不仅能满足铁 路部门对钢轨尺寸精度和性能的要求,而且 也大大提高了轧钢厂的经济效益。该厂的万 能工艺已在世界推广采用,采用其专利技术 用万能法生产钢轨的厂家有:日本新日铁八幡 厂、南非比勒陀利亚厂(ISCOR of South Africa)、美国惠灵匹兹堡厂、巴西米纳斯厂 (ACominas of Brazil)、澳大利亚布罗肯 希尔厂(Broken Hill Work of Australia)等

生产大纲 ▣该厂可以按UIC、AREA、IS、TRS、BS GB等世界各国标准生产单重从30kq/m到 75kg/m的钢轨,可供应普通碳素钢轨,也 可供应高强度钢轨,包括合金轨和热败处理轨 尤其可供应高速铁路用轨。其主要品种有 UIC54kg/m、UIC60kg/m、UIC7Ikg/m 以及AREA65.3kg/m,67.6kg/m. 69.3kg/m。该还可供应道叉轨U59 U60,以及电车轨35G、60G和70G等
9 生产大纲 该厂可以按UIC、AREA、JIS、TRS、BS、 GB等世界各国标准生产单重从30kg/m到 75kg/m的钢轨,可供应普通碳素钢轨,也 可供应高强度钢轨,包括合金轨和热处理轨, 尤其可供应高速铁路用轨。其主要品种有: UIC54kg/m、UIC60kg/m、UIC7lkg/m, 以及AREA65.3kg/m,67.6kg/m、 69.3kg/m。该厂还可供应道叉轨U59、 U60,以及电车轨35G、60G和70G等
主体设备参数 口炼钢设备 ▣(1)OF氧气转炉:炉容为260t,可进行喷粉和 吹氧、吹氩或吹氨。 目 (2)ASEA钢包精炼炉:该炉具有电磁搅拌和提温、 成分微调等功能。电磁搅拌装置功率为1000KVA、 电流20OA、频率1.65Hz,提温采用电极,电极功 率为20KVA,提温速度为2.5~3℃/min,精炼时 间为55min。中间罐为长12m、宽0.8m的一个三 角形装置,罐内液面高度为0.6~0.7m,容积为 32~38t。 10
10 主体设备参数 炼钢设备 (1)OLF氧气转炉:炉容为260t,可进行喷粉和 吹氧、吹氩或吹氮。 (2)ASEA钢包精炼炉:该炉具有电磁搅拌和提温、 成分微调等功能。电磁搅拌装置功率为1000KVA、 电流l20OA、频率1.65Hz,提温采用电极,电极功 率为20KVA,提温速度为2.5~3℃/min,精炼时 间为55min。中间罐为长12m、宽0.8m的一个三 角形装置,罐内液面高度为0.6~0.7m,容积为 32~38t