√冲裁变形过程 >弹性变形阶段 第一阶 星 >塑性变形阶段 第三阶段 第二阶 >断裂分离阶段 国 塌角 光亮带 剪裂带 毛刺 毛刺 剪裂带 光亮带 塌角 油栽区应力与应恋情汉 冲裁变形过程仿真(点击)
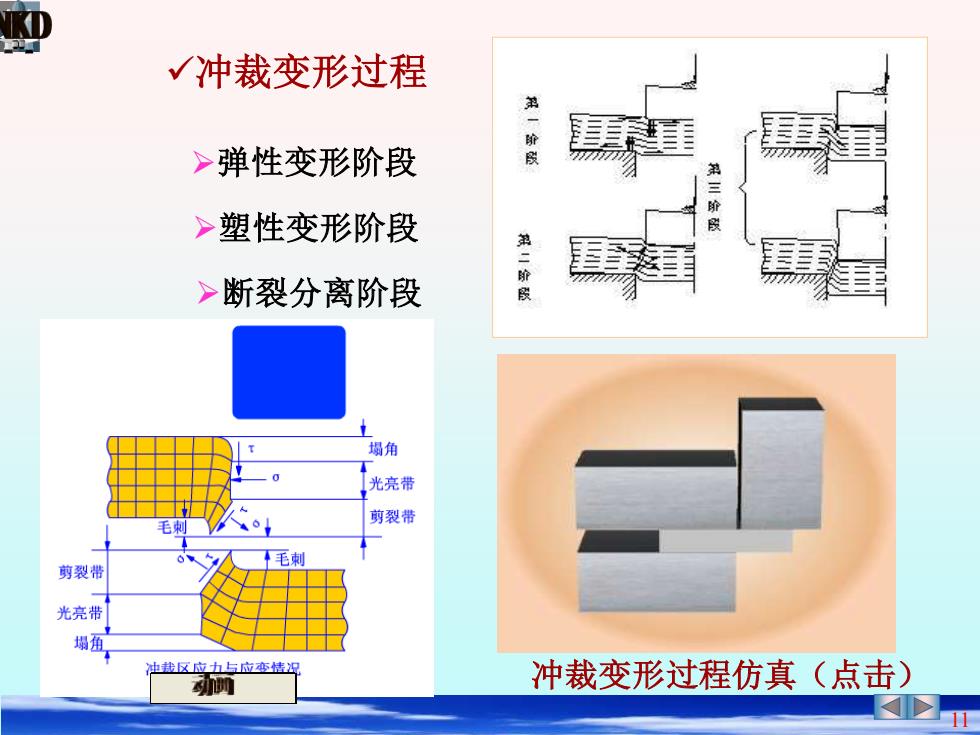
11 ✓冲裁变形过程 ➢弹性变形阶段 ➢塑性变形阶段 ➢断裂分离阶段 冲裁变形过程仿真(点击)
√凸凹模间隙对冲裁件质量的影响 当间隙过小时,如图示,外表尺寸略有增大,内腔尺寸略 有缩小(弹性回复)。光面宽度增加,塌角、毛刺、斜度 等都有所减小,工件质量较高。 潜裂纹 第二光亮带 间隙过小 动孙阿 12
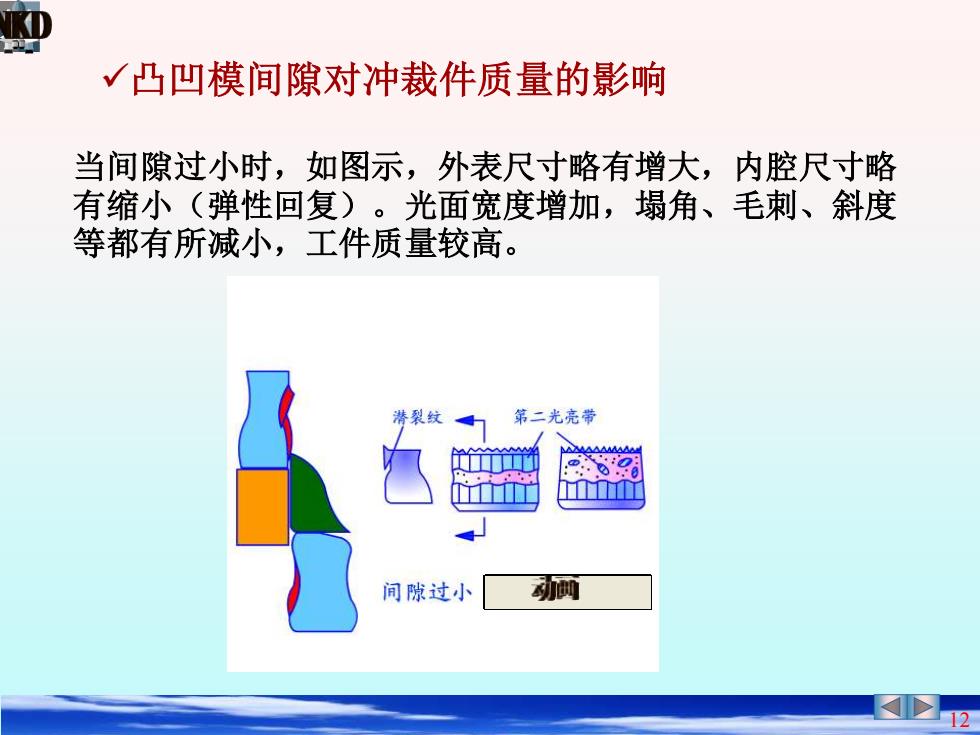
12 ✓凸凹模间隙对冲裁件质量的影响 当间隙过小时,如图示,外表尺寸略有增大,内腔尺寸略 有缩小(弹性回复)。光面宽度增加,塌角、毛刺、斜度 等都有所减小,工件质量较高
当间隙过大时,如图示,断面光面减小,塌角与斜度 增大,形成厚而大的拉长毛刺,且难以去除,同时冲 裁的翘曲现象严重。外形尺寸缩小,内腔尺寸增大, 模具寿命较高。 间隙过大情况 毛刺 撕裂带 光亮带 塌角 间隙对冲裁件 质量的影响 动调 13
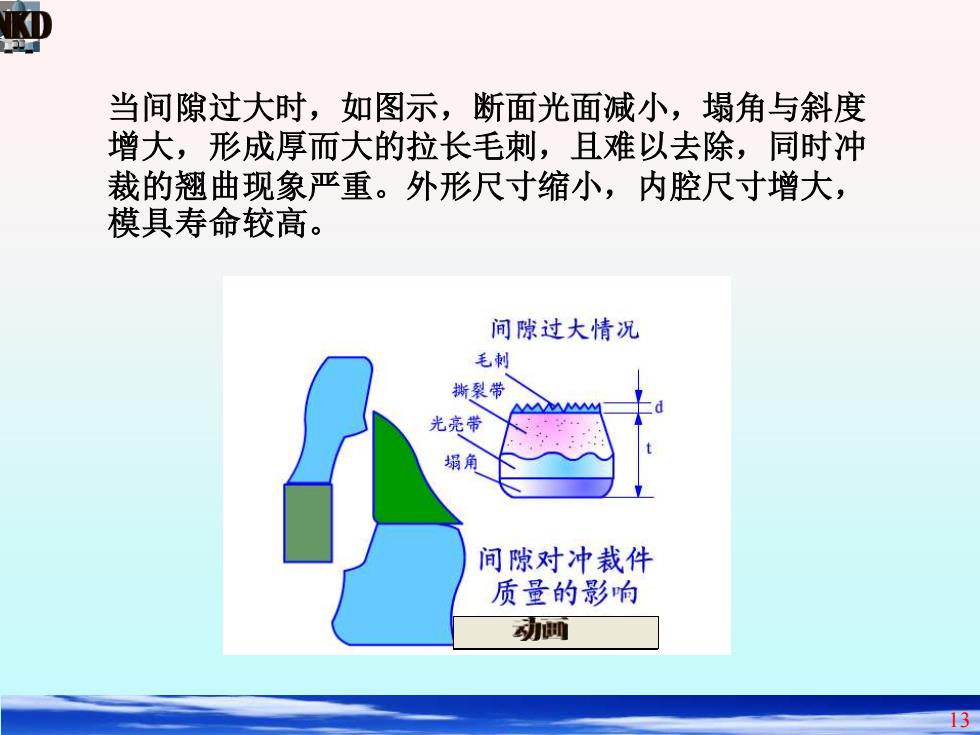
13 当间隙过大时,如图示,断面光面减小,塌角与斜度 增大,形成厚而大的拉长毛刺,且难以去除,同时冲 裁的翘曲现象严重。外形尺寸缩小,内腔尺寸增大, 模具寿命较高

当间隙合适时,如图所示,这时光面约占板厚 的1/2~13左右,切断面的塌角、毛刺和斜度均 很小。零件的尺寸几乎与模具一致,完全可以 满足使用要求。 毛刺 撕裂带 光亮带 塌角 间隙适中情况 动调 14
14 当间隙合适时,如图所示,这时光面约占板厚 的1/2~1/3左右,切断面的塌角、毛刺和斜度均 很小。零件的尺寸几乎与模具一致,完全可以 满足使用要求
√凸凹模刃口尺寸的确定 设计落料模时,应先按落料件确定凹模刃 口尺寸,取凹模作设计基准件,然后根据间隙 Z确定凸模尺寸(即用缩小凸模刃口尺寸来保 证间隙值)。 设计冲孔模时,先按冲孔件确定凸模尺寸, 取凸模作设计基准件,然后根据间隙Z确定凹 模尺寸(即用扩大凹模刃口尺寸来保证间隙 值)。 15
15 ✓凸凹模刃口尺寸的确定 设计落料模时,应先按落料件确定凹模刃 口尺寸,取凹模作设计基准件,然后根据间隙 Z确定凸模尺寸(即用缩小凸模刃口尺寸来保 证间隙值)。 设计冲孔模时,先按冲孔件确定凸模尺寸, 取凸模作设计基准件,然后根据间隙Z确定凹 模尺寸(即用扩大凹模刃口尺寸来保证间隙 值)