777 97、焊接梁(尺寸如图),材料为15号钢,现有钢板最大长度为2500mm。要求:决定腹 板与上下翼板一般的焊缝位置,选择焊接方法,画出各条焊缝接头型式并制定各条焊缝的焊 接次序。 6 0 400 300 5000 下编 1、车外圆时,己知工件转速n=320rmin,车刀移动速度ur=64 nm/min其他条件如图所示, 试求切削速度Vc、进给量f、切削深度ap、切削厚度ac、切削宽度aw、切削面积Ac
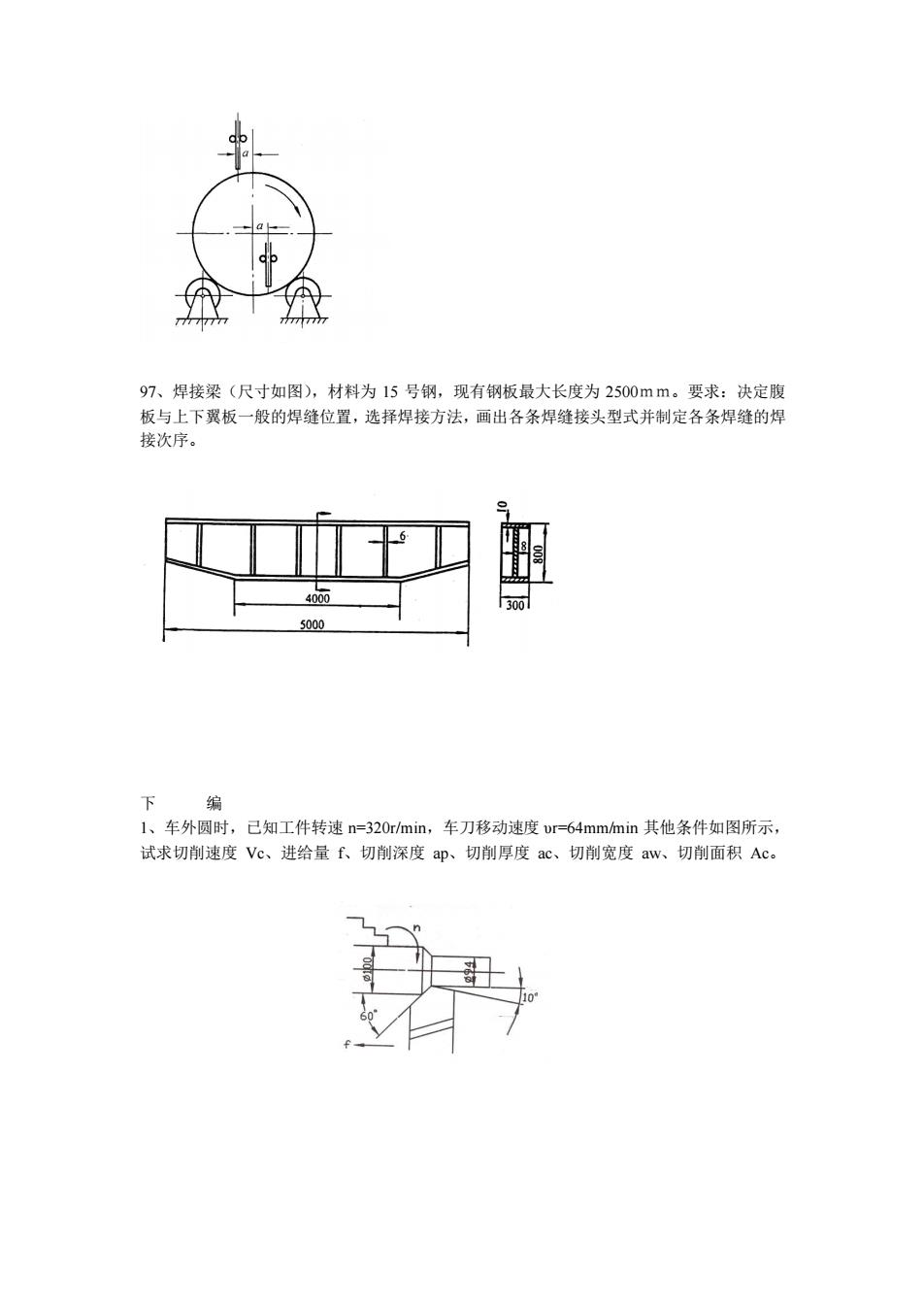
97、焊接梁(尺寸如图),材料为 15 号钢,现有钢板最大长度为 2500mm。要求:决定腹 板与上下翼板一般的焊缝位置,选择焊接方法,画出各条焊缝接头型式并制定各条焊缝的焊 接次序。 下 编 1、车外圆时,已知工件转速 n=320r/min,车刀移动速度 υr=64mm/min 其他条件如图所示, 试求切削速度 Vc、进给量 f、切削深度 ap、切削厚度 ac、切削宽度 aw、切削面积 Ac

2、切削要素包括那些内容?在弯头刀车端面的示意图上表示出各切削要素。 3、 写下列关于刀具材料性能的表格: 牌 T10A W18Cr4V (硬质合金) 9SiCr 号 (碳素工具 YG8 YT15 类别 (高速钢) (合金工具钢) 钢) 耐热性 硬度 热处理变 形 用途 4、根据下列刀具切削加工时的图形,要求: (1)在基面投影图P中注出:1)已加工表面、2)待加工表面、3)过渡表面、4)前面、 5)主切削刃、6)副切削刃、7)刀尖、8)主偏角Kr、9)副偏角K'、10)正交平面0-0: (2) 按投影关系在正交平面O一O内,画出刀具切削部分的示意图,并注出:11)基面、 12)主切削平面、13)前面、14主后面、15)前角'0、16)后角。 注:在正交平面中,可按Y。=10°、。=6°作图。 0-0 ①⊙v 刨刀 端面车刀 工件 工件 P P, 车端面 创平面 0-0 0-0 端铣刀 工件 镗孔刀 工件 0 P. 铣平面
2、切削要素包括那些内容?在弯头刀车端面的示意图上表示出各切削要素。 3、 写下列关于刀具材料性能的表格: 牌 号 类别 T10A ( 碳 素 工 具 钢) W18Cr4V (高速钢) 9SiCr (合金工具钢) (硬质合金) YG8 YT15 耐热性 硬度 热处理变 形 用途 4、根据下列刀具切削加工时的图形,要求: (1) 在基面投影图 Pr 中注出:1)已加工表面、2)待加工表面、3)过渡表面、4)前面、 5)主切削刃、6)副切削刃、7)刀尖、8)主偏角 Kr、9)副偏角 Kr′、10)正交平面 O-O; (2) 按投影关系在正交平面 O-O 内,画出刀具切削部分的示意图,并注出:11)基面、 12)主切削平面、13)前面、14)主后面、15)前角 0 、16)后角 o 。 注:在正交平面中,可按 o =10°、 o =6°作图
5、己知下列车刀的主要角度,试画出它们切削部分的示意图: a外圆车刀:Y0=10°、,=8°、K,=60°、Kr=10°、九:=4 b.端面车刀:Y。=15°、0。=10°、K,=45°、K,=30°、元,=-5°: c.切断刀:10=10°、=6°、K,=90°、K,=2°、九=0°。 6、标出图中刀具的工作前角和工作后角,并说明其工作角度与标注角度相比是增大还是减 小。 车外槽(刀尖高于工件中心) 工作前角'oe( 工作后角“oe(
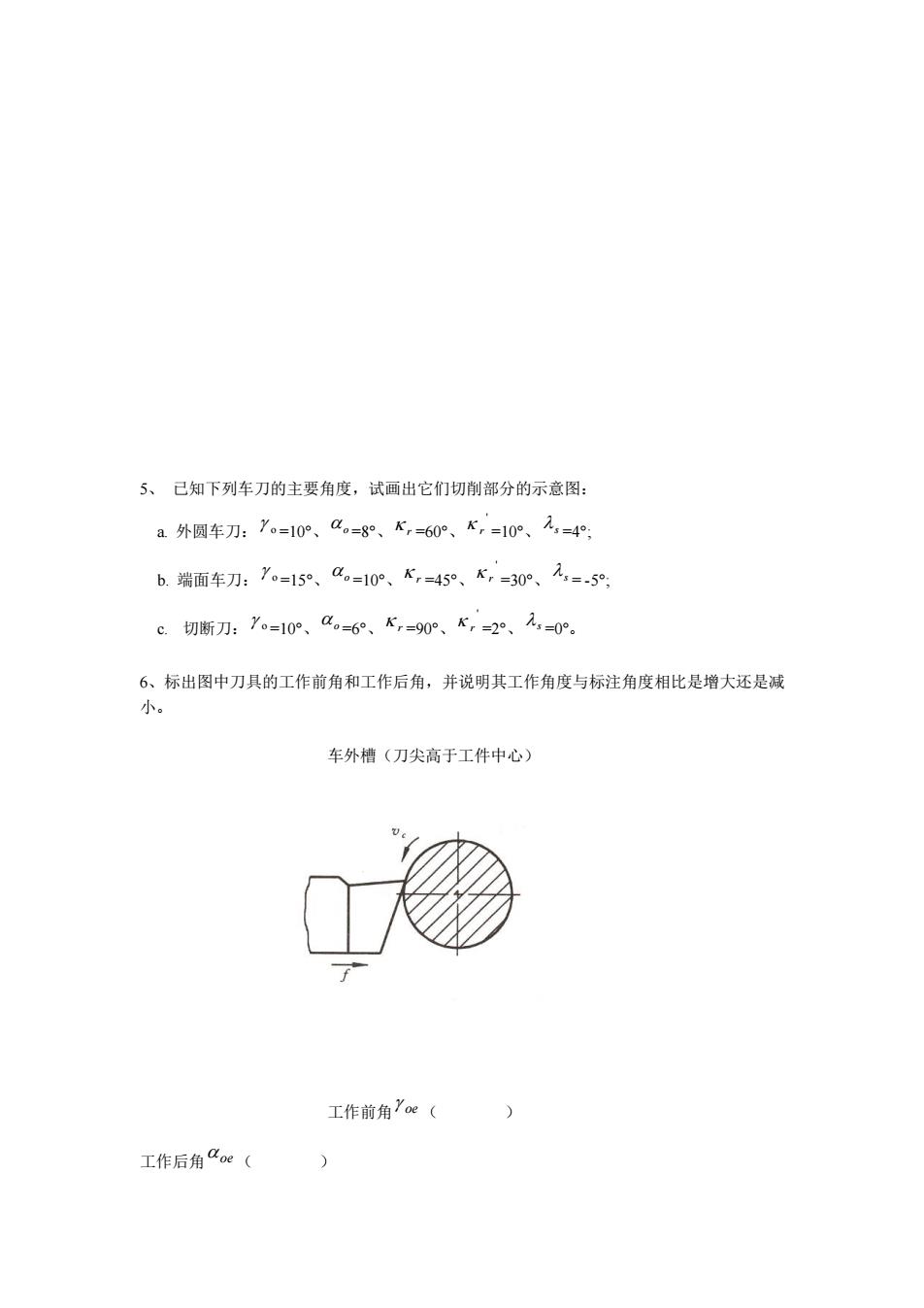
5、 已知下列车刀的主要角度,试画出它们切削部分的示意图: a. 外圆车刀: o =10°、 o =8°、 r =60°、 ' r =10°、 s =4°; b. 端面车刀: o =15°、 o =10°、 r =45°、 ' r =30°、 s = -5°; c. 切断刀: o =10°、 o =6°、 r =90°、 ' r =2°、 s =0°。 6、标出图中刀具的工作前角和工作后角,并说明其工作角度与标注角度相比是增大还是减 小。 车外槽(刀尖高于工件中心) 工作前角 oe ( ) 工作后角 oe ( )
7、图示的(a)、(b)、(c)、(d)为在同一车床上车削外圆的四种情况,若工件材料、刀具 材料相同,均不使用切削液,切削面积AC相等,试回答下列问题: (c) (d) (1)在(a)、(b)两种情况中,总切削力F较小的是 :刀具磨损较慢的是 (2)在c)、(d)两种情况中,背向切削力FP较小的是 ;刀具磨损较慢的是 8判断对错 (1)计算车外圆的切削速度时,应按照待加工表面直径和已加工表面直径的平均值来计算。 () (2)刀具的前角越大,切削越轻快,产生热量少,所以切削温度较低。 () (3)用中等速度切削脆性材料时容易产生积屑留。 () (4)车削细长轴类零件外圆时,最好采用主偏角为90°的车刀。 () (⑤)刀具的主偏角和副偏角选得适当小些,可以减小表面粗糙度。 () (6)刀具后角的大小,可以根据加工情况不同而有所选择,可大些,可小些,也可为负值。 ()高速钢的工艺性比硬质合金好,所以用于制造各种复杂刀具。 (⑧)硬质合金的硬度和耐磨性比高速钢好,所以在相同条件下,它的前角比高速钢刀具选 得大些。 ( ) (9)切屑的种类是由工件的材料决定的,无法改变。 ) (10)节状切屑的形成过程是最典型的切屑过程,形成的表面质量也最好。 () (11)切削温度是指刀尖处的最高温度。 ( (12)因为硬质合金刀具的耐高温性能好,所以用它切削时一般不用切削液。 () (13)刀具刃磨后,用于各刀面微观不平及刃磨后具有新的表面层组织,所以当开始切削时, 初期磨损最为缓慢。 () (14)工件材料的切削加工性是以标准切削速度下,刀具使用寿命的大小作为比较标准的。 () (15)当刀具安装高于工件回转中心时,实际工作角度会使前角增大,后角减小。 () 9、名词解释: (1)刀具寿命
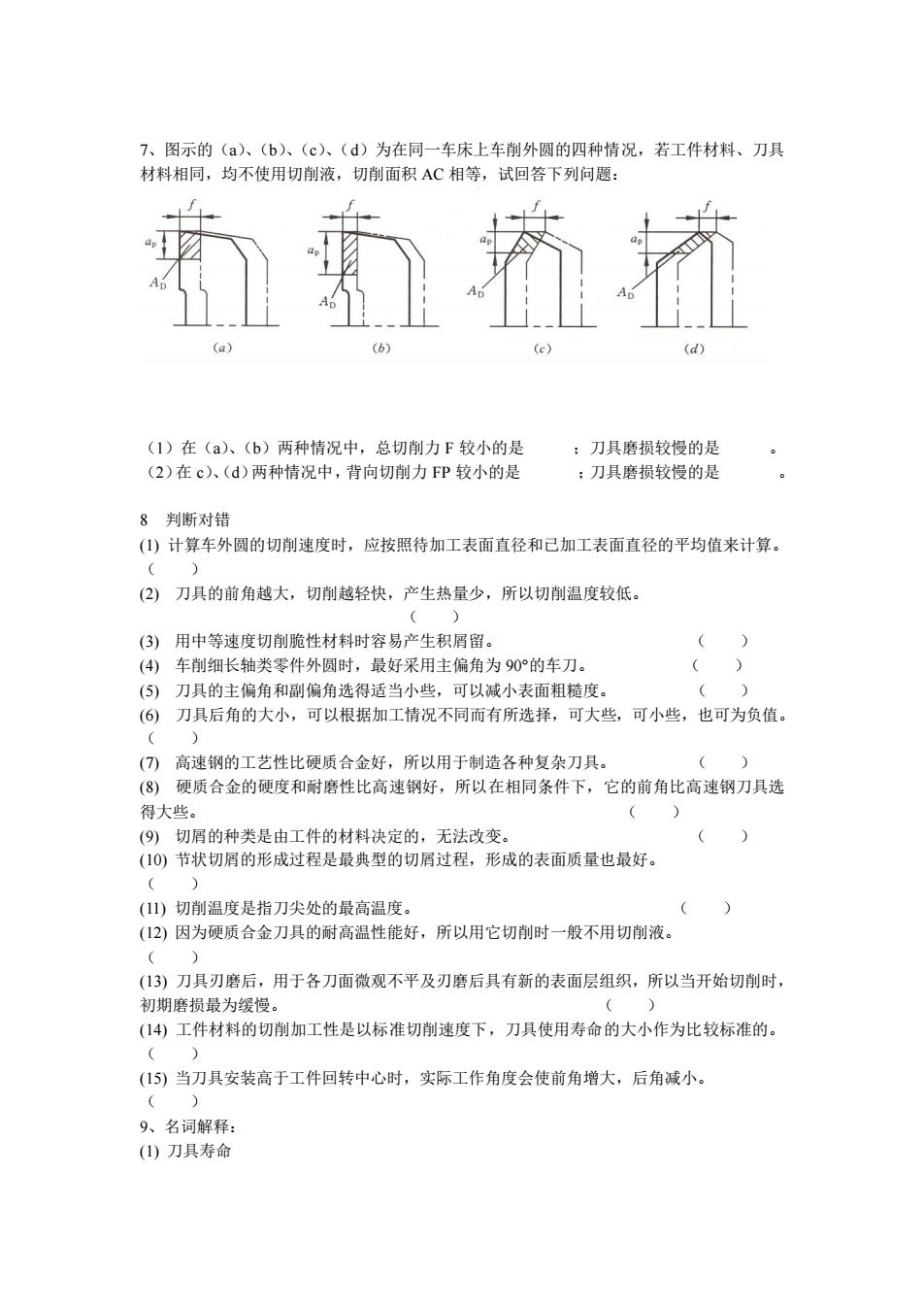
7、图示的(a)、(b)、(c)、(d)为在同一车床上车削外圆的四种情况,若工件材料、刀具 材料相同,均不使用切削液,切削面积 AC 相等,试回答下列问题: (1)在(a)、(b)两种情况中,总切削力 F 较小的是 ;刀具磨损较慢的是 。 (2)在 c)、(d)两种情况中,背向切削力 FP 较小的是 ;刀具磨损较慢的是 。 8 判断对错 (1) 计算车外圆的切削速度时,应按照待加工表面直径和已加工表面直径的平均值来计算。 ( ) (2) 刀具的前角越大,切削越轻快,产生热量少,所以切削温度较低。 ( ) (3) 用中等速度切削脆性材料时容易产生积屑留。 ( ) (4) 车削细长轴类零件外圆时,最好采用主偏角为 90°的车刀。 ( ) (5) 刀具的主偏角和副偏角选得适当小些,可以减小表面粗糙度。 ( ) (6) 刀具后角的大小,可以根据加工情况不同而有所选择,可大些,可小些,也可为负值。 ( ) (7) 高速钢的工艺性比硬质合金好,所以用于制造各种复杂刀具。 ( ) (8) 硬质合金的硬度和耐磨性比高速钢好,所以在相同条件下,它的前角比高速钢刀具选 得大些。 ( ) (9) 切屑的种类是由工件的材料决定的,无法改变。 ( ) (10) 节状切屑的形成过程是最典型的切屑过程,形成的表面质量也最好。 ( ) (11) 切削温度是指刀尖处的最高温度。 ( ) (12) 因为硬质合金刀具的耐高温性能好,所以用它切削时一般不用切削液。 ( ) (13) 刀具刃磨后,用于各刀面微观不平及刃磨后具有新的表面层组织,所以当开始切削时, 初期磨损最为缓慢。 ( ) (14) 工件材料的切削加工性是以标准切削速度下,刀具使用寿命的大小作为比较标准的。 ( ) (15) 当刀具安装高于工件回转中心时,实际工作角度会使前角增大,后角减小。 ( ) 9、名词解释: (1) 刀具寿命
(2)刀具耐用度 (3)材料的切削加工性 (4) 加工硬化 (5) 生产率 (6)工序 (7定位 (8)加工余量 10、简答题 (1)简述积屑瘤的形成过程,说明其对加工的影响,如何控制。 (2)简述切削热的来源及其影响因素。 11、对照下图回答问题 ()试分析下面各图所示安装方法中工件的定位情况,即各限制了哪几个自由度?属于哪 种定位? 三爪自定心卡盘卡爪 卡招 后顶尖 工件 工件 (2)试分析加工下列各图所示零件,要保证图示的尺寸要求需限制工件的哪几个自由度?
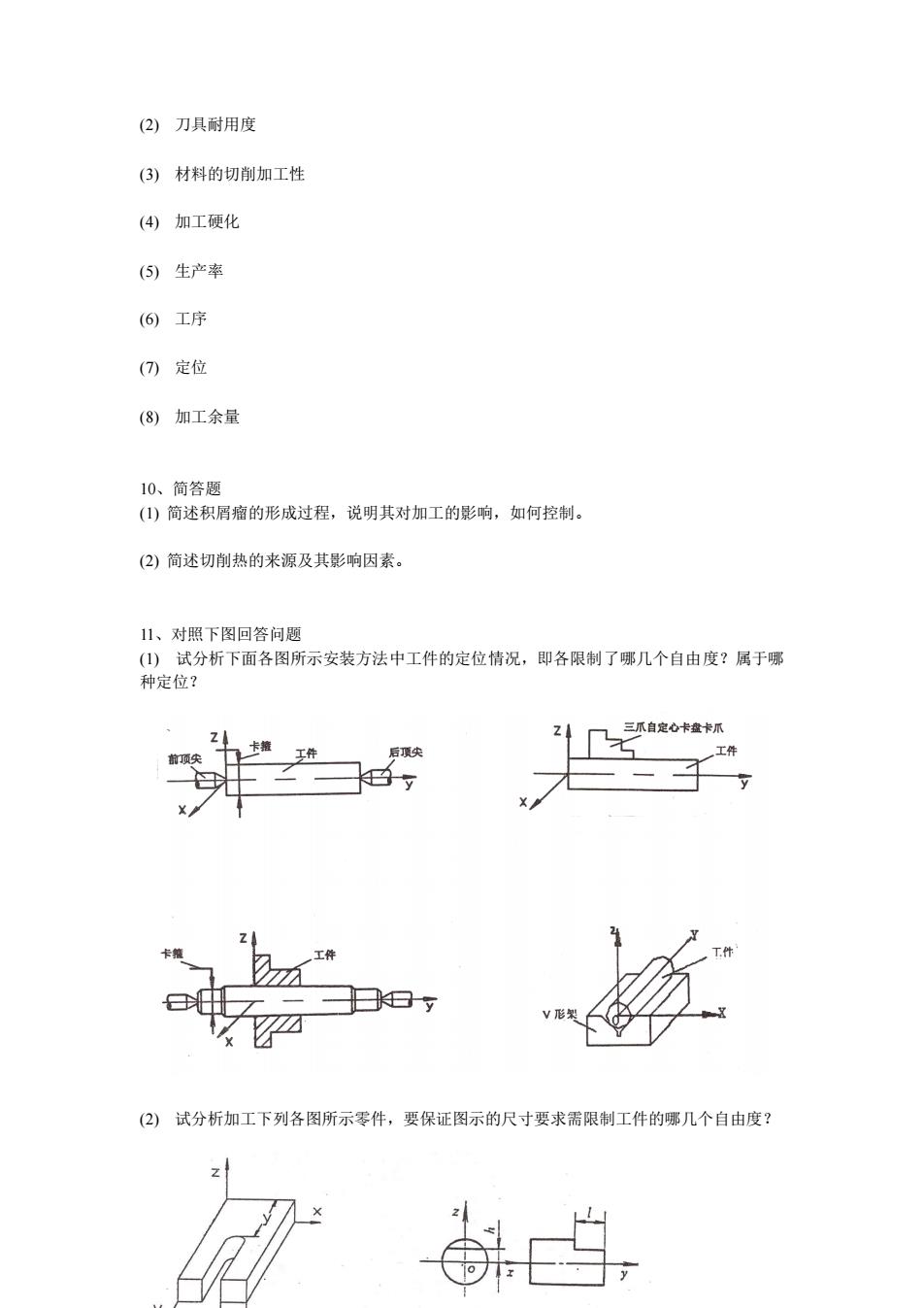
(2) 刀具耐用度 (3) 材料的切削加工性 (4) 加工硬化 (5) 生产率 (6) 工序 (7) 定位 (8) 加工余量 10、简答题 (1) 简述积屑瘤的形成过程,说明其对加工的影响,如何控制。 (2) 简述切削热的来源及其影响因素。 11、对照下图回答问题 (1) 试分析下面各图所示安装方法中工件的定位情况,即各限制了哪几个自由度?属于哪 种定位? (2) 试分析加工下列各图所示零件,要保证图示的尺寸要求需限制工件的哪几个自由度?