《材料制造数字化技术基础》课程论文题目 要求: 1)请按下面的课程论文题目要求完成论文撰写 2)论文装订形式:采用A4纸打印,并采用统一的封面(见后面附页)装订 3)论文提交方式:各班课代表收齐后统一递交助教老师: 4)论文提交截止时间:2018年1月10日(18周周三) 课程论文题目 智能制造--未来汽车白车身制造无人车间方案设计 1、背景资料 2015年5月8日,中国政府发布了《中国制造2025》行动纲领。计划通过三步走实现 制造强国的战略目标,即:到2025年中国迈入制造强国行列:到2035年中国制造业整体 达到世界制造强国阵营中等水平:到新中国成立一百年时,综合实力进入世界制造强国前 列。围绕着这个战略目标,提出了重点建设的5大工程和10个重点发展领域。其中,新一 代信息技术、智能制造、机器人等成为我国制造业重要的发展方向。 智能制造源于人工智能的研究。一般认为智能是知识和智力的总和,前者是智能的基 础,后者是指获取和运用知识求解的能力。智能制造包含智能制造系统和智能制造技术。 智能制造系统不仅能够在实践中不断地充实知识库,而且还具有自学习功能,还具有搜集 与理解环境信息和自身的信息,并进行分析判断和规划自身行为的能力。智能制造技术是 信息技术、人工智能、传感技术、互联网技术、专业制造技术等一系列先进前沿技术的深 度融合。纵览全球,智能制造正在世界范围内兴起,它是制造技术发展,特别是制造信息 技术发展的必然。 2017年第四届世界互联网大会的主题是“发展数字经济,促进开放共享一一携手共建 网络空间命运共同体”。由此可见,数字化是一切信息技术、网络技术和智能化技术的基础, 也是智能制造技术的基础。 2Q17 中国乌镇 WORLD INTERNET CONFERENCE 第四届世界互联网大会 发展数字经济促进开放共享一携手共建网络空间命运共同体 汽车制造业是目前自动化程度最高的制造业之一,工业机器人在汽车制造中被广泛应 用,但目前的工业机器人多数为示教再现式第二代机器人,要实现真正的无人化智能制造 还存在一定的距离。一辆汽车有成千上万个零部件组成,要把这成千上万个零部件加工制
1 《材料制造数字化技术基础》课程论文题目 要求: 1) 请按下面的课程论文题目要求完成论文撰写 2) 论文装订形式:采用 A4 纸打印,并采用统一的封面(见后面附页)装订 3) 论文提交方式:各班课代表收齐后统一递交助教老师: 4) 论文提交截止时间:2018 年 1 月 10 日(18 周周三) 课程论文题目 智能制造----未来汽车白车身制造无人车间方案设计 1、背景资料 2015 年 5 月 8 日,中国政府发布了《中国制造 2025》行动纲领。计划通过三步走实现 制造强国的战略目标,即:到 2025 年中国迈入制造强国行列;到 2035 年中国制造业整体 达到世界制造强国阵营中等水平;到新中国成立一百年时,综合实力进入世界制造强国前 列。围绕着这个战略目标,提出了重点建设的 5 大工程和 10 个重点发展领域。其中,新一 代信息技术、智能制造、机器人等成为我国制造业重要的发展方向。 智能制造源于人工智能的研究。一般认为智能是知识和智力的总和,前者是智能的基 础,后者是指获取和运用知识求解的能力。智能制造包含智能制造系统和智能制造技术。 智能制造系统不仅能够在实践中不断地充实知识库,而且还具有自学习功能,还具有搜集 与理解环境信息和自身的信息,并进行分析判断和规划自身行为的能力。智能制造技术是 信息技术、人工智能、传感技术、互联网技术、专业制造技术等一系列先进前沿技术的深 度融合。纵览全球,智能制造正在世界范围内兴起,它是制造技术发展,特别是制造信息 技术发展的必然。 2017 年第四届世界互联网大会的主题是“发展数字经济,促进开放共享——携手共建 网络空间命运共同体”。由此可见,数字化是一切信息技术、网络技术和智能化技术的基础, 也是智能制造技术的基础。 汽车制造业是目前自动化程度最高的制造业之一,工业机器人在汽车制造中被广泛应 用,但目前的工业机器人多数为示教再现式第二代机器人,要实现真正的无人化智能制造 还存在一定的距离。一辆汽车有成千上万个零部件组成,要把这成千上万个零部件加工制
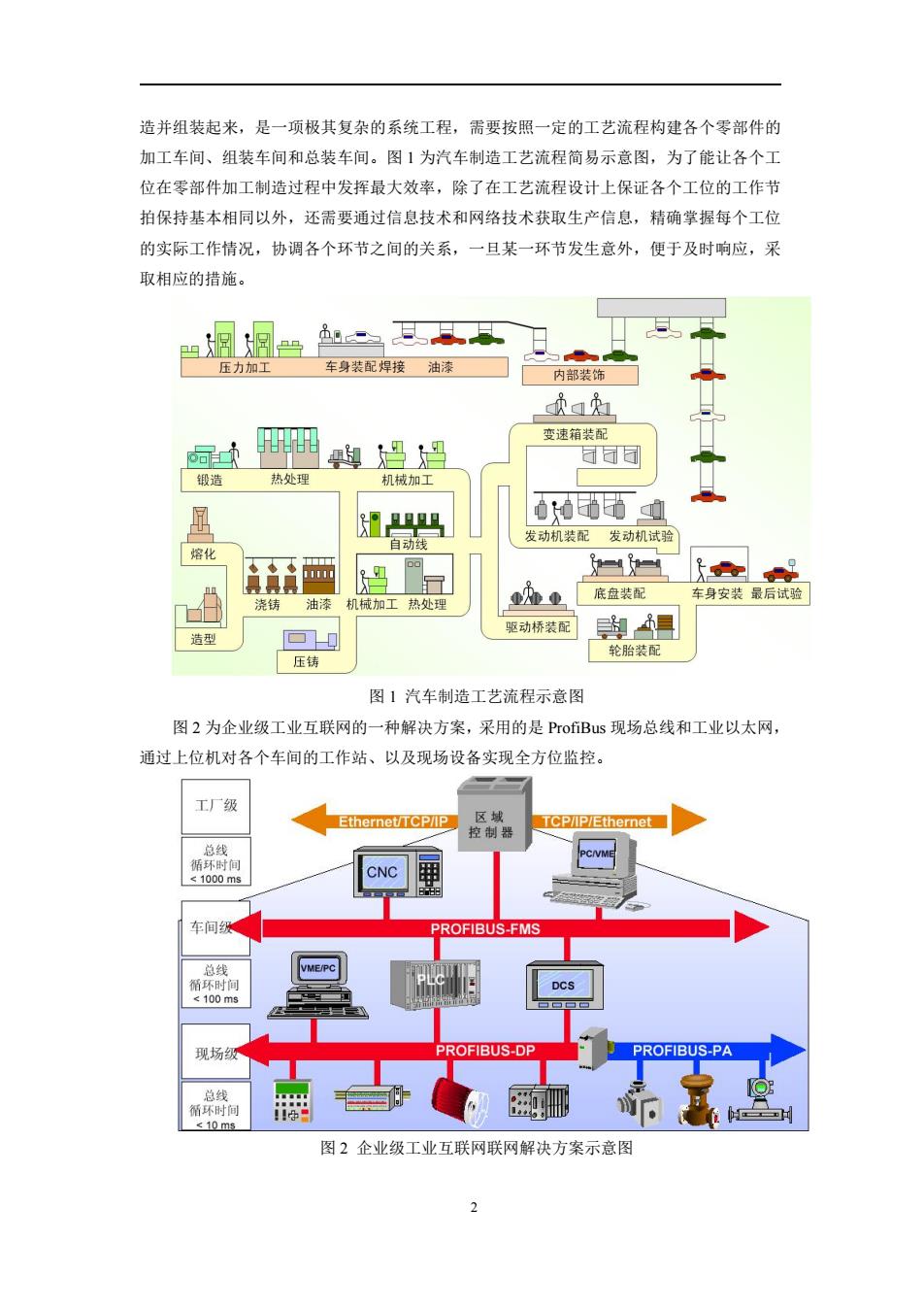
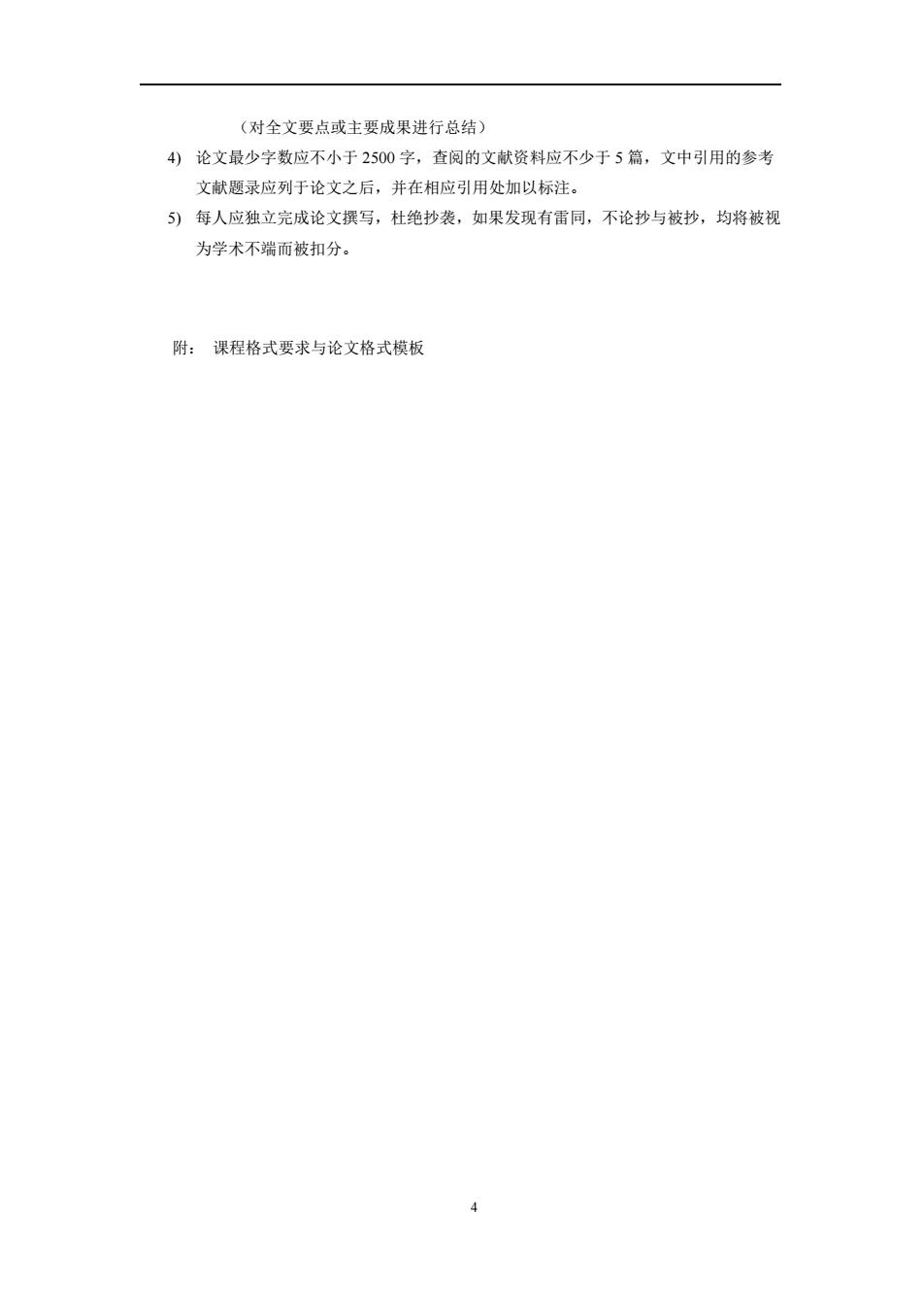
造并组装起来,是一项极其复杂的系统工程,需要按照一定的工艺流程构建各个零部件的 加工车间、组装车间和总装车间。图1为汽车制造工艺流程简易示意图,为了能让各个工 位在零部件加工制造过程中发挥最大效率,除了在工艺流程设计上保证各个工位的工作节 拍保持基本相同以外,还需要通过信息技术和网络技术获取生产信息,精确掌握每个工位 的实际工作情况,协调各个环节之间的关系,一旦某一环节发生意外,便于及时响应,采 取相应的措施。 压力加工 车身装配焊接。油漆 内部装饰 负q1 变速箱装配 同小 同同 锻造 热处理 机械加工 ·0面 a 发动机装配 自动线 发动机试验 熔化 ■■■■ 11II0 == 重业 底盘装配 车身安装最后试验 浇铸 油漆 机械加工热处理 驱动桥装配 造型 轮胎装配 压铸 图1汽车制造工艺流程示意图 图2为企业级工业互联网的一种解决方案,采用的是ProfiBus现场总线和工业以太网, 通过上位机对各个车间的工作站、以及现场设备实现全方位监控。 工厂级 Ethernet/TCP/IP 区域 TCP/IP/Ethernet 控制器 总线 循环时间 ≤1000ms CNC 车间级 PROFIBUS-FMS 总线 ME/PC 循环时间 DCS <100m5 现场级 PROFIBUS-DP PROFIBUS-PA 总线 循环时间 <10m5 图2企业级工业互联网联网解决方案示意图 2
2 造并组装起来,是一项极其复杂的系统工程,需要按照一定的工艺流程构建各个零部件的 加工车间、组装车间和总装车间。图 1 为汽车制造工艺流程简易示意图,为了能让各个工 位在零部件加工制造过程中发挥最大效率,除了在工艺流程设计上保证各个工位的工作节 拍保持基本相同以外,还需要通过信息技术和网络技术获取生产信息,精确掌握每个工位 的实际工作情况,协调各个环节之间的关系,一旦某一环节发生意外,便于及时响应,采 取相应的措施。 图 1 汽车制造工艺流程示意图 图 2 为企业级工业互联网的一种解决方案,采用的是 ProfiBus 现场总线和工业以太网, 通过上位机对各个车间的工作站、以及现场设备实现全方位监控。 图 2 企业级工业互联网联网解决方案示意图

附:汽车制造生产工艺流程视频资料请参见课程网站网页: http://cc.sjtu.edu.cn/portal/Resource/detail.aspx?id=103593 2、论文要求: 根据上面的背景资料和课程网站上的视频资料,请你以头脑风暴的形式,根据自己了 解的信息和所掌握的知识,设计一个汽车白车身智能制造无人车间的方案,并完成课程论 文的撰写,具体要求如下: )查阅相关资料,阐述汽车智能制造技术的研究现状和发展前景。针对白车身制造过 程中的主要加工工艺(如搬运、上下料、工件定位、装夹、焊接、质量检测等), 阐述智能制造无人车间的设计目标,给出解决方案、设计思路和设计理念,画出具 体的系统框图和工艺流程图,从技术角度说明设计方案的先进性和可行性。 2)焊接是白车身制造中的主要加工工艺之一,目前用于汽车制造的焊接方法主要有电 阻点焊、MG焊(熔化极惰性气体保护焊)、TG焊(非熔化极惰性气体保护焊)、激 光焊等,其中,MG焊和TIG焊对焊缝成形控制和焊缝轨迹控制要求较高,而激光 焊的要求则更高。针对白车身焊接中容易出现的这两个问题,提出一种解决方案。 具体要求如下: []针对白车身自动焊(焊接方法自定)时有可能出现的偏离焊缝预设轨迹的问题, 提出一种焊缝自动跟踪控制方法,能够根据焊缝偏移的大小,快速自动调整焊 接机器人的运动轨迹。提出一种可行的解决方案和相应的数字化控制方法,阐 述具体的信号采集方式、信号处理方式和控制策略。 [2]针对可能出现的焊接过程不稳定,焊缝成形出现偏差(如:焊缝熔池偏深或偏 浅、焊缝偏宽或偏窄,焊缝表面高低不平等),提出一种通过自动调节焊接工 艺参数稳定焊接过程、控制焊缝成形的方法。(提示:通常焊缝的深度与宽度 与焊接能量输入有关,不同的焊接方法能量参数是不同的)。提出一种可行的 焊缝熔池几何参数的在线检测方案,根据检测结果自动调节焊接能量参数(比 如,对于MG焊,可调节的能量参数主要为焊接电流、电压和焊接速度等), 阐述具体的信号采集方式、信号处理方式和控制策略。 3)报告要求以论文的形式提交,论文至少应包含以下几个部分: [1]课题背景(包括国内外技术现状): [2]白车身制造无人车间总体设计方案 (包括设计目标、解决方案、设计思路、设计理念、先进性和可行性等): [3]白车身焊接焊缝偏离的检测与控制方法 (包括检测方法、信号采集方式、滤波和信号处理方式、控制策略等): [4)]白车身焊接焊缝成形的检测与控制方法 (包括焊缝检测方法、信号采集方式、滤波和信号处理方式、控制策略等): [5结论
3 附:汽车制造生产工艺流程视频资料请参见课程网站网页: http://cc.sjtu.edu.cn/portal/Resource/detail.aspx?id=103593 2、论文要求: 根据上面的背景资料和课程网站上的视频资料,请你以头脑风暴的形式,根据自己了 解的信息和所掌握的知识,设计一个汽车白车身智能制造无人车间的方案,并完成课程论 文的撰写,具体要求如下: 1) 查阅相关资料,阐述汽车智能制造技术的研究现状和发展前景。针对白车身制造过 程中的主要加工工艺(如搬运、上下料、工件定位、装夹、焊接、质量检测等), 阐述智能制造无人车间的设计目标,给出解决方案、设计思路和设计理念,画出具 体的系统框图和工艺流程图,从技术角度说明设计方案的先进性和可行性。 2) 焊接是白车身制造中的主要加工工艺之一,目前用于汽车制造的焊接方法主要有电 阻点焊、MIG 焊(熔化极惰性气体保护焊)、TIG 焊(非熔化极惰性气体保护焊)、激 光焊等,其中,MIG 焊和 TIG 焊对焊缝成形控制和焊缝轨迹控制要求较高,而激光 焊的要求则更高。针对白车身焊接中容易出现的这两个问题,提出一种解决方案。 具体要求如下: [1] 针对白车身自动焊(焊接方法自定)时有可能出现的偏离焊缝预设轨迹的问题, 提出一种焊缝自动跟踪控制方法,能够根据焊缝偏移的大小,快速自动调整焊 接机器人的运动轨迹。提出一种可行的解决方案和相应的数字化控制方法,阐 述具体的信号采集方式、信号处理方式和控制策略。 [2] 针对可能出现的焊接过程不稳定,焊缝成形出现偏差(如:焊缝熔池偏深或偏 浅、焊缝偏宽或偏窄,焊缝表面高低不平等),提出一种通过自动调节焊接工 艺参数稳定焊接过程、控制焊缝成形的方法。(提示:通常焊缝的深度与宽度 与焊接能量输入有关,不同的焊接方法能量参数是不同的)。提出一种可行的 焊缝熔池几何参数的在线检测方案,根据检测结果自动调节焊接能量参数(比 如,对于 MIG 焊,可调节的能量参数主要为焊接电流、电压和焊接速度等), 阐述具体的信号采集方式、信号处理方式和控制策略。 3) 报告要求以论文的形式提交,论文至少应包含以下几个部分: [1] 课题背景(包括国内外技术现状); [2] 白车身制造无人车间总体设计方案 (包括设计目标、解决方案、设计思路、设计理念、先进性和可行性等); [3] 白车身焊接焊缝偏离的检测与控制方法 (包括检测方法、信号采集方式、滤波和信号处理方式、控制策略等); [4] 白车身焊接焊缝成形的检测与控制方法 (包括焊缝检测方法、信号采集方式、滤波和信号处理方式、控制策略等); [5] 结论
(对全文要点或主要成果进行总结) 4)论文最少字数应不小于2500字,查阅的文献资料应不少于5篇,文中引用的参考 文献题录应列于论文之后,并在相应引用处加以标注。 5)每人应独立完成论文撰写,杜绝抄袭,如果发现有雷同,不论抄与被抄,均将被视 为学术不端而被扣分。 附:课程格式要求与论文格式模板 4
4 (对全文要点或主要成果进行总结) 4) 论文最少字数应不小于 2500 字,查阅的文献资料应不少于 5 篇,文中引用的参考 文献题录应列于论文之后,并在相应引用处加以标注。 5) 每人应独立完成论文撰写,杜绝抄袭,如果发现有雷同,不论抄与被抄,均将被视 为学术不端而被扣分。 附: 课程格式要求与论文格式模板
课程论文格式要求 1.课程论文一律采用国家语言文字工作委员会正式公布的简化汉字书写,论文一律采 用计算机排版、A4纸打印。论文要求语句通顺、论述严谨、图表齐全、规范。 2.课程论文采用统一封面(见模板)。 3.课程论文内容主要为: 中文题目及摘要:题目为三号黑体字居中(题目前、后各空一行),“摘要”为四号黑字 体居中(摘要后空一行),摘要内容为五号宋体字,首行缩进二个字,单倍行距:摘要内容 后空一行顶格输入“关键词”(小四号黑体字),其后为关键词(五号宋体字),各关键词之间 用逗号分开,最后一个关键词后面无标点符号。 英文题目及摘要:书写格式与中文摘要相对应,论文题目为三号Times New Roman居 中加黑,一律用大写字母:“ABSTRACT"为四号Times New Roman居中加黑,摘要内容为 五号Times New Roman,首行缩进二个字,单倍行距:“Key words'”小四号Times New Roman 加黑,顶格书写,关键词五号Times New Roman,.各关键词之间逗号分开。中英文摘要不需 编页码。 目录:“目录”为三号黑体字居中(前后各空一行),之后为章、节、小节及其开始页码, 五号宋体字,单倍行距。 绪论(引言):通常为第一章,标题为三号黑体字居中,内容为五号宋体,首行缩进二 个字,单倍行距。 正文:可分为几章,每章标题为三号黑体字居中,正文内容为五号字体,首行缩进二个 字,单倍行距。 结论(结语):通常为最后一章,标题为三号黑字体居中,内容为五号宋体,首行缩进 二个字。 参考文献:按论文中参考文献出现的次序,用中括号的数字连续编号,五号宋体,顶格 书写,单倍行距。 4.标点符号 课程论文中标点符号应按新闻出版署公布的“标点符号用法”使用。 5.名词、名称 科学技术名词术语尽量采用全国自然科学名词审定委员会公布的规范词或国家标准、部 标准中规定的名称,尚未统一规定或叫法有争议的名词术语,可采用惯用的名称。使用外文 缩写代替某一名词术语时,首次出现时应在括号内注明其含义,如:OECD(Organisation for Economic Co-operation and Development)代替经济合作发展组织。 6.量和单位 课程论文中的量和单位必须采用中华人民共和国家标准GB3100~GB3102-1993,它是 以国际单位制(S为基础的。非物理量的单位,如件、台、人、元等,可用汉字与符号构成 组合形式的单位,例如:件/台、元/km
5 课程论文格式要求 1.课程论文一律采用国家语言文字工作委员会正式公布的简化汉字书写,论文一律采 用计算机排版、A4 纸打印。论文要求语句通顺、论述严谨、图表齐全、规范。 2.课程论文采用统一封面(见模板)。 3.课程论文内容主要为: 中文题目及摘要:题目为三号黑体字居中(题目前、后各空一行),“摘要”为四号黑字 体居中(摘要后空一行),摘要内容为五号宋体字,首行缩进二个字,单倍行距;摘要内容 后空一行顶格输入“关键词”(小四号黑体字),其后为关键词(五号宋体字),各关键词之间 用逗号分开,最后一个关键词后面无标点符号。 英文题目及摘要:书写格式与中文摘要相对应,论文题目为三号 Times New Roman 居 中加黑,一律用大写字母;“ABSTRACT”为四号 Times New Roman 居中加黑, 摘要内容为 五号 Times New Roman,首行缩进二个字,单倍行距;“Key words”小四号 Times New Roman 加黑,顶格书写,关键词五号 Times New Roman,各关键词之间逗号分开。中英文摘要不需 编页码。 目录:“目录”为三号黑体字居中(前后各空一行),之后为章、节、小节及其开始页码, 五号宋体字,单倍行距。 绪论(引言):通常为第一章,标题为三号黑体字居中,内容为五号宋体,首行缩进二 个字,单倍行距。 正文:可分为几章,每章标题为三号黑体字居中,正文内容为五号字体,首行缩进二个 字,单倍行距。 结论(结语):通常为最后一章,标题为三号黑字体居中,内容为五号宋体,首行缩进 二个字。 参考文献:按论文中参考文献出现的次序,用中括号的数字连续编号,五号宋体,顶格 书写,单倍行距。 4. 标点符号 课程论文中标点符号应按新闻出版署公布的“标点符号用法”使用。 5. 名词、名称 科学技术名词术语尽量采用全国自然科学名词审定委员会公布的规范词或国家标准、部 标准中规定的名称,尚未统一规定或叫法有争议的名词术语,可采用惯用的名称。使用外文 缩写代替某一名词术语时,首次出现时应在括号内注明其含义,如:OECD(Organisation for Economic Co-operation and Development) 代替经济合作发展组织。 6. 量和单位 课程论文中的量和单位必须采用中华人民共和国家标准 GB 3100~GB 3102-1993,它是 以国际单位制(SI)为基础的。非物理量的单位,如件、台、人、元等,可用汉字与符号构成 组合形式的单位,例如:件/台、元/km