对比角度 逆铣 顺铣 结论 切屑截面 逆铣时,刀齿的切削厚 顺铣时则无此 顺铣时铣 形状 度由零逐渐增加,刀齿 现象,但顺铣 刀寿命比 切入工件时切削厚度为 不宜铣带硬皮 逆铣高2 零,由于切削刃钝圆半 的工件 3倍,加工 径的影响,刀齿在已加 表面也比 工表面上滑擦一段距离 较好 后才能真正切入工件, 因而刀齿磨损快,加工 表面质量较差。 工件装夹 逆铣时,刀齿对工件的 顺铣时,刀齿 顺铣时工 可靠性 垂直作用力Fv向上,容 对工件的垂直 件加紧比 易使工件的装夹松动。 作用力Fv向下 逆铣可靠 使工件压紧在 工作台上,加 工比较平稳
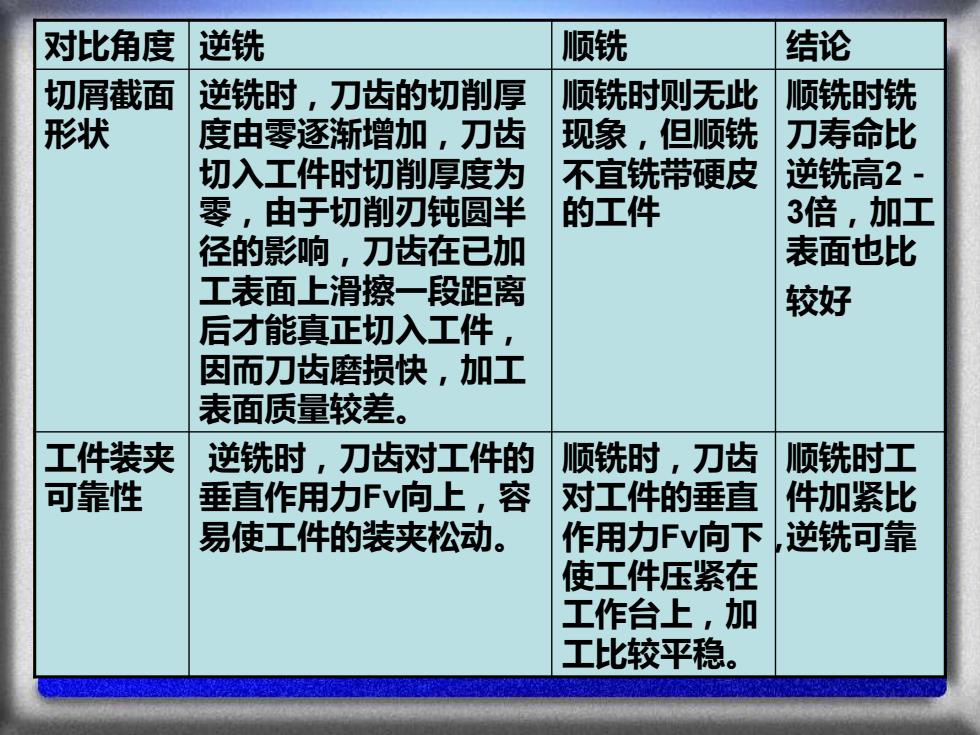
对比角度 逆铣 顺铣 结论 切屑截面 形状 逆铣时,刀齿的切削厚 度由零逐渐增加,刀齿 切入工件时切削厚度为 零,由于切削刃钝圆半 径的影响,刀齿在已加 工表面上滑擦一段距离 后才能真正切入工件, 因而刀齿磨损快,加工 表面质量较差。 顺铣时则无此 现象,但顺铣 不宜铣带硬皮 的工件 顺铣时铣 刀寿命比 逆铣高2- 3倍,加工 表面也比 较好 工件装夹 可靠性 逆铣时,刀齿对工件的 垂直作用力Fv向上,容 易使工件的装夹松动。 顺铣时,刀齿 对工件的垂直 作用力Fv向下, 使工件压紧在 工作台上,加 工比较平稳。 顺铣时工 件加紧比 逆铣可靠
工作台 逆铣时,工件承受的水 顺铣时,工件 逆铣时工 丝杠、 平铣削力F,与进给速度 承受的水平铣 作台有窜 螺母间 的方向相反,铣床工作 削力F与进给 动,容易 隙 台丝杠始终与螺母接触。 速度相同,由 打刀。 于丝杠螺母间 有间隙,铣刀 会带动工件和 工作台窜动, 使铣削进给量 不均匀,容易 打刀。采用顺 铣法加工时必 须采取措施消 除丝杠与螺母 之间的间隙
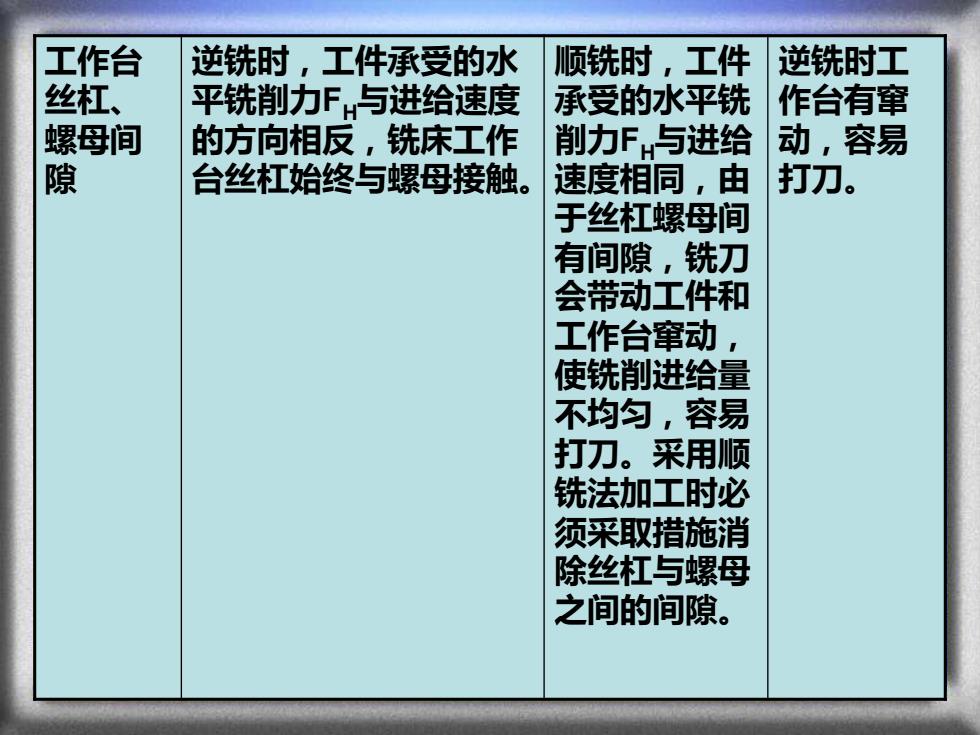
工作台 丝杠、 螺母间 隙 逆铣时,工件承受的水 平铣削力FH与进给速度 的方向相反,铣床工作 台丝杠始终与螺母接触。 顺铣时,工件 承受的水平铣 削力FH与进给 速度相同,由 于丝杠螺母间 有间隙,铣刀 会带动工件和 工作台窜动, 使铣削进给量 不均匀,容易 打刀。采用顺 铣法加工时必 须采取措施消 除丝杠与螺母 之间的间隙。 逆铣时工 作台有窜 动,容易 打刀