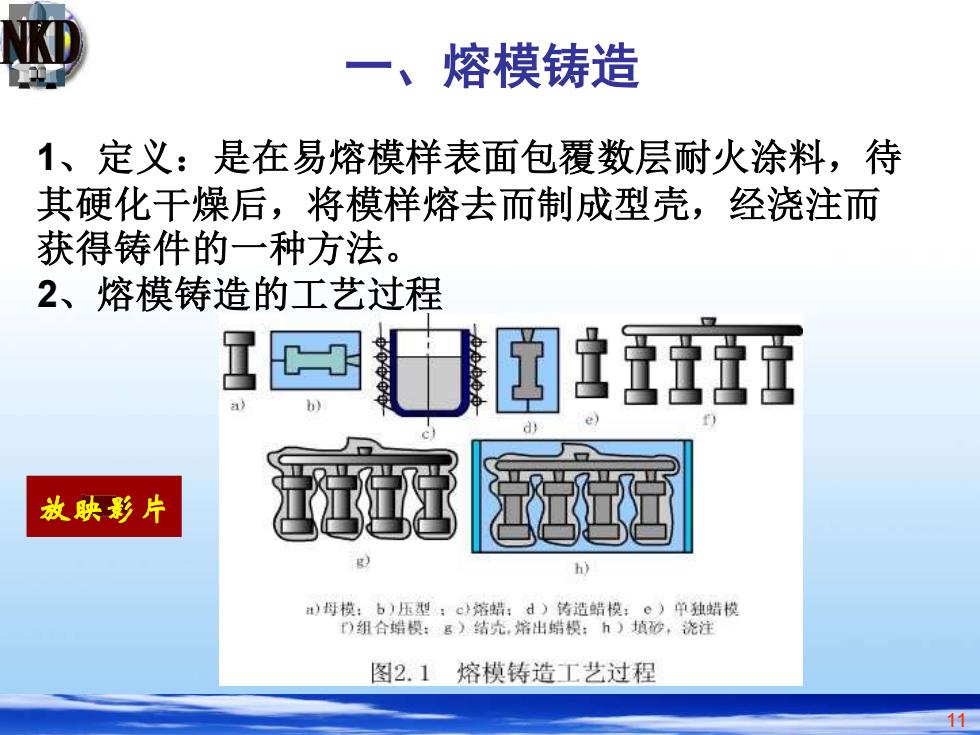
一、熔模铸造 1、定义:是在易熔模样表面包覆数层耐火涂料,待 其硬化干燥后,将模样熔去而制成型壳,经浇注而 获得铸件的一种方法。 2、熔模铸造的工艺过程 营玉意 d) 放映影片 h) )母模:b)压型:©)溶蜡:d)铸造蜡模:c)单独蜡模 )组合蜡模:g)结九,常出蜡模:h)填心,浇注 图2.1熔模铸造工艺过程 11
11 一、熔模铸造 1、定义:是在易熔模样表面包覆数层耐火涂料,待 其硬化干燥后,将模样熔去而制成型壳,经浇注而 获得铸件的一种方法。 2、熔模铸造的工艺过程 放映影片
3、熔模铸件的结构特点 >()铸孔的直径不要太小和太深,孔太小时,涂料 和砂粒很难进入腊模的孔洞内。一般孔直径大于 2mm,通孔的深度和直径的最大比值为4~6,盲 孔的比值为2左右。 > (2)铸槽的宽度大于2mm,槽深为槽宽的2~6 倍。 >(3)铸件的壁厚一般为2~8mm > (4)由于熔模铸造不用冷铁、少用冒口,多用直 浇口直接补缩,因此要求铸件壁厚均匀或壁厚分 布满足顺序凝固要求。 12
12 ➢ (1) 铸孔的直径不要太小和太深,孔太小时,涂料 和砂粒很难进入腊模的孔洞内。一般孔直径大于 2mm,通孔的深度和直径的最大比值为4~6,盲 孔的比值为2左右。 ➢ (2)铸槽的宽度大于2mm,槽深为槽宽的2~6 倍。 ➢ (3)铸件的壁厚一般为2~8mm ➢ (4)由于熔模铸造不用冷铁、少用冒口,多用直 浇口直接补缩,因此要求铸件壁厚均匀或壁厚分 布满足顺序凝固要求。 3、熔模铸件的结构特点