第二章极限与配合 孔与轴的结合,是机器中应用最广泛的一种结合形式。《极限与配合》标准也是最早建 立的、应用最广泛的基础标准。它以圆柱体内、外表面的结合为重点,但也适用于广泛意义 上的孔与轴,即其他结合中由单一尺寸组成的部分。如键结合中的键与键槽的结合等。 在机器制造业中“极限”用于协调机器零件的使用要求和制造经济性之间的矛盾;而 “配合”则反映零件组合时相互之间的关系。经标准化的极限与配合制度,有利于机器的 设计、制造、使用和维修,有利于保证产品精度、使用性能和寿命等各项使用要求,也有利 于刀具、量具、夹具和机床等工艺装备的标准化。国际标准化组织(ISO)和世界各主要工业 国家对“极限与配合”的标准化都给予了高度的重视。 零件在制造过程中,由于工艺系统存在误差,加之操作者的主观原因,最后所获得的尺 寸不可能正好等于设计值,这样就存在尺寸误差。尺寸误差必须限制在尺寸公差带之内,而 尺寸公差带的大小和位置是否合格都直接取决于尺寸精度的大小。 为了保证零件的互换性和便于设计、制造、检测与维修,需要对零件的尺寸精度与它们 之间的配合实行标准化。 对于零件的尺寸精度设计,主要是根据国家标准进行的。本章介绍极限与配合国家标准 的基本概念、主要内容及其应用。 为了适应现代机械工业的发展,遵循国家关于积极采用国际标准的方针,我国“公差与 配合”国家标准已经历了多次修改,主要有: GB1800-1979《公差与配合总论标准公差与基本偏差》 GB1801-1979《公差与配合尺寸至500mm孔、轴公差带与配合》 GB1802-1979《公差与配合尺寸大于500至3150mm常用孔、轴公差带》 GB1803-1979《公差与配合尺寸至18mm孔、轴公差带》 GB1804-1979《公差与配合未注公差尺寸的极限偏差》 GB/T1804-1992《一般公差线性尺寸的未注公差》 GB/T1800.1-1997《极限与配合基础第1部分:词汇》 GB/T1800.2-1998《极限与配合基础第2部分:公差、偏差和配合的基本规定》 GB/T1800.3-1998《极限与配合基础第3部分:标准公差和基本偏差数值表》 GB/T1800.4-1999《极限与配合标准公差等级和孔、轴的极限偏差表》 GB/T1801-1999《极限与配合公差带与配合的选择》 GB/T1804-2000《一般公差、未注公差的线性和角度尺寸的公差》 GB/T1800.1-2009《产品几何技术规范(GPS)极限与配合第1部分:公差、偏差和 配合的基础》 GB/T1800.2-2009《产品几何技术规范(GPS)极限与配合第2部分:标准公差等级 和孔、轴的极限偏差表》 GB/T1801-2009《产品几何技术规范(GPS)极限与配合公差带和配合的选择》 本章对相关最新国家标准的主要内容做简要介绍,主要阐述极限与配合国家标准的组 成规律、特点及基本内容,并分析极限与配合选用的原则和方法。所涉及的国家标准有: GB/T1800.1-2009、GB/T1800.2-2009、GB/T1801-2009、GB/T1804-2000。 第一节基本术语及其定义 一、有关孔和轴的定义 6
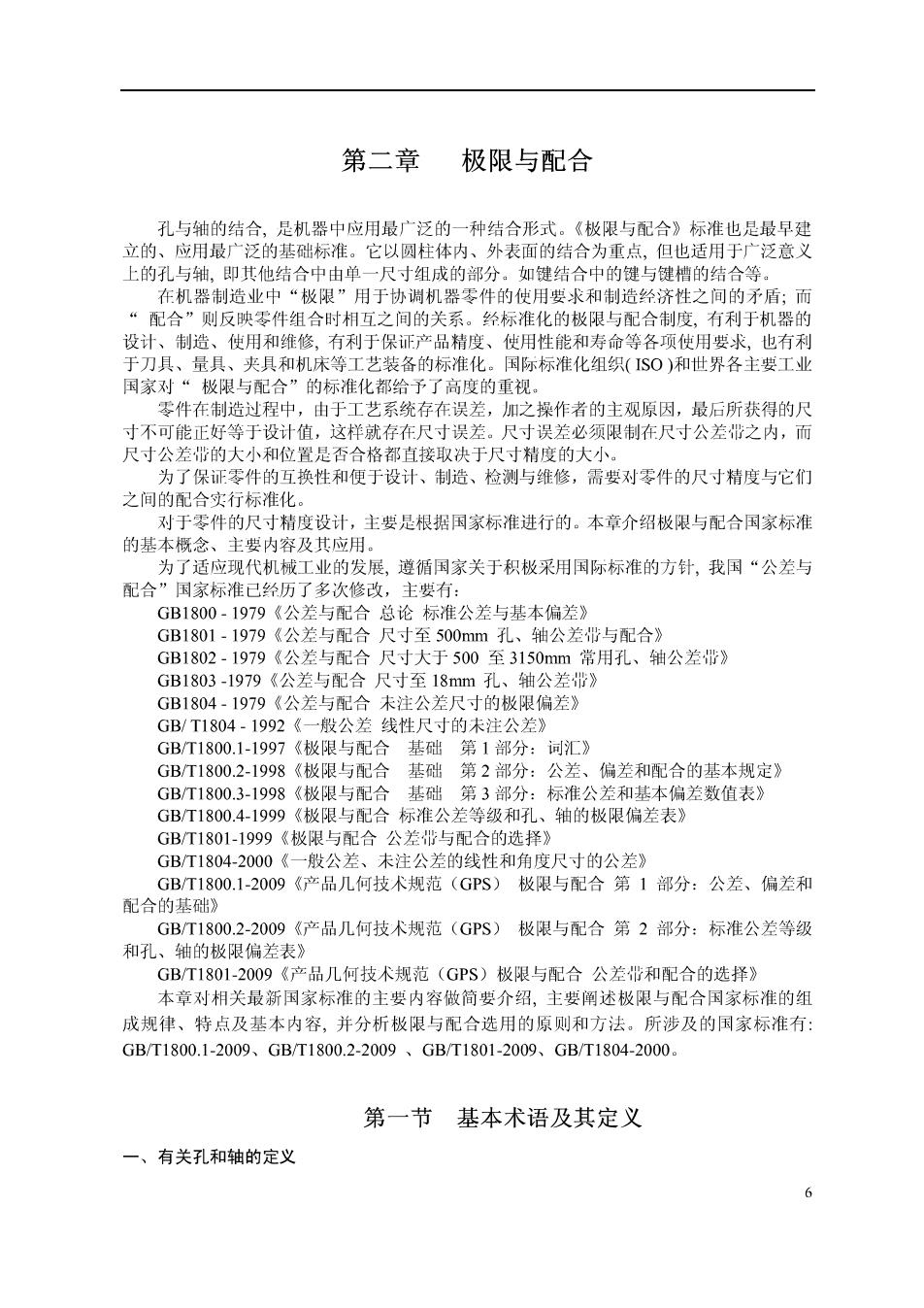
1.孔 孔通常是指工件的圆柱形内表面;也包括非圆柱形内表面(由两平行平面或切平面形成 的包容面)。如键槽、凹槽的宽度表面(见图2)。这些表面加工时尺寸A由小变大。 (©)屡柱形内表面和健槽 (c)凹槽和凸肩 轴通常是指圆柱形外表面:也包括非圆柱形外表面(由两平行平面或切面形成的被包容 面),如平键的宽度表面、凸肩的厚度表面(见图3)。这些表面加工时尺寸A、由大变小。 二、有关尺寸的定义 尺寸 常分为线性尺寸和角度尺寸内类。线性尺寸(简称尺寸)是指两点之间的距离 ,高度、深度、月 技术图样中 E泡 明共同单位(如在尺寸标注中),以mm为通用单位 时,均可只写数字,不需标注计量单位的符号或名称。 2.公称尺寸 公称尺寸是设计时给定的尺寸,通过它应用上、下极限偏差可计算出极限尺寸。孔用D 表示,轴用表示。该尺寸是根据零件应具备的强度、刚度和结构需要计算,并经圆整而得 到的,可以是一个整数或一个小数值。应尽量采用优先数系中的数值。 公称尺寸一经确定,便成为确定孔、轴尺寸偏差的起始点。 3.实际(组成)要素 实际(组成)要素是用两点法测得的尺寸。孔和轴的实际(组成)要素分别用D,和d 来表示 提取组成要素是指由实际(组成)要素提取有限数目的点所形成的实际(组成)要素的近似 赫代 由于零件存在着形状误差,所以不同部位的提取组成要素不尽相同,故往往把它称为提 取组成要素局部尺 因为测量误差的存在,实际(组成)要素不可能等于其实尺寸,它只是接近真实尺寸的 个随机 点法测量的目的在于排除形状误差对测量结果的影响 限 限 是指尺寸素允许的尺寸的两个端。两个极限尺寸中较大的一个称为上极限 尺寸,较小的称为下极限尺寸,孔和轴的上枚限尺寸与下极限尺寸分别用D、D与d、 d表示。 实际(组成)要素的大小由加工所决定,而极限尺寸是设计时给定的确定尺寸,不随加 工而 提取组成要素局部尺寸应位于上、下极限尺寸之间,也可以达到极限尺寸。孔和轴实际 (组成)要素的合格条件如 Dn≤D。≤Dmx
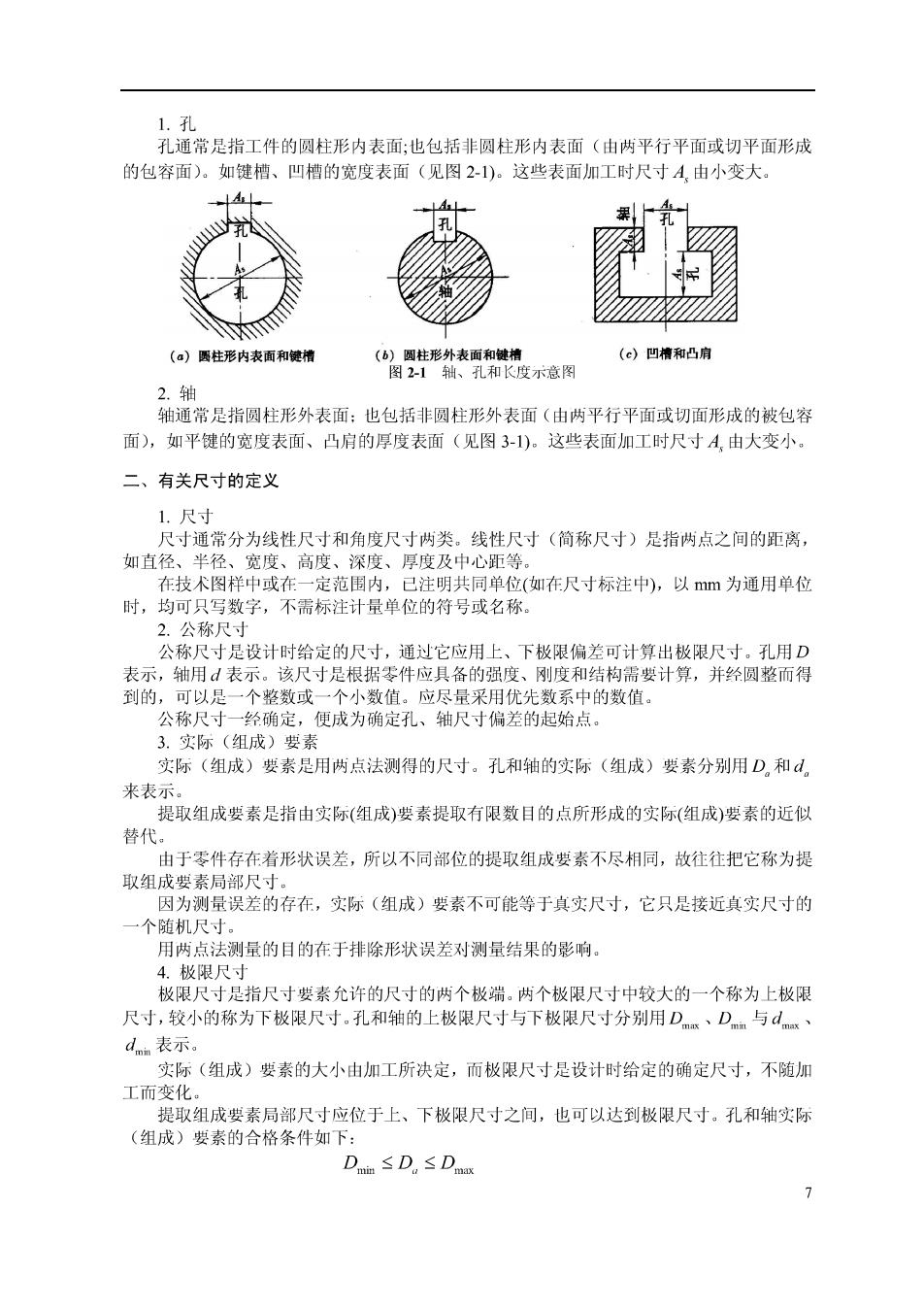
dn≤d≤dn 三、有关偏差、公差和公差带的定义 1.尺寸偏差(简称偏差) 尺寸偏差是指某一尺寸(实际要素、板限尺寸)减其公称尺寸所得的代数差。实际要素、 极限尺寸皆可能大于、小于或等于公称尺寸,所以该代数差可以为正、负或零值。偏差值除 零外,前面必须冠以正负号。 尺寸偏差分为极限偏差和实际偏差, 极限偏差是指枚限尺寸与公称尺寸的代数差(见图2-2)。上极限尺寸与公称尺寸的代数 差称为上极限偏差,孔和轴的上极限偏差分别ES和s表示。用公式表示如下: ES=D-D es =d 表示下化限限洁公节纳续福药预搭型细有公孔烈集的下板限级定分别用引和 EI=D-D ei=dn-d 实际(组成)要素与公称尺寸的代数差称为实际偏差,孔和轴的实际偏差分别用△。和6。 表示。用公式表示如下: E。=D-D e=d-d 板限偏差用于控制实际偏 实际偏差应限制在上极限偏差与下极限偏差之间,也可以 达到极限偏差。孔和轴实际偏差的合格条件如下: EI≤E,≤ES eise,≤er 2.尺寸公差(简称公差) 尺寸公差是指尺寸的允许变动量。是上极限尺寸减下极限尺寸之差,或上极限偏差减下 极限偏差之差。公差大小反映制造精度,即反映一批零件尺寸的均匀程度,用来控制加工 误差。它是工件精度的一个指标,可用来衡量某种工艺水平或成本高低。 孔和轴的公差分别用T和T,表示。公差与极限尺寸和枚限偏差的关系如式(2-2): T=D-D=ES-EI (2-2) T=d -d =es-ei 尺可 下限偏 总 于下极限偏差 尺寸公若 ,是指某种区域大小的数显 数值,没有正、负 也不可能为零 注意:不能用误差≤公差,来判断零件尺寸的合格性。 公公老所角定的 个允许尺寸变动的以域。为了说明公称尺寸、楼 限偏差和公差三者之间的关系,需要画出公差带图,如图22所示。通常,孔公差带用斜线 表示,轴公差带用网点表示。 由图2-2可以看出,公称尺寸是公差带图的零线,是衡量公差带位置的起始点。零线也 可以作为极限偏差的的起点,零线以上为正偏差,零线以下为负偏差,位于零线上的偏差为 图中ES和es是决定孔、轴公差带位置的极限偏差。ES和s的绝对值越大,孔、轴
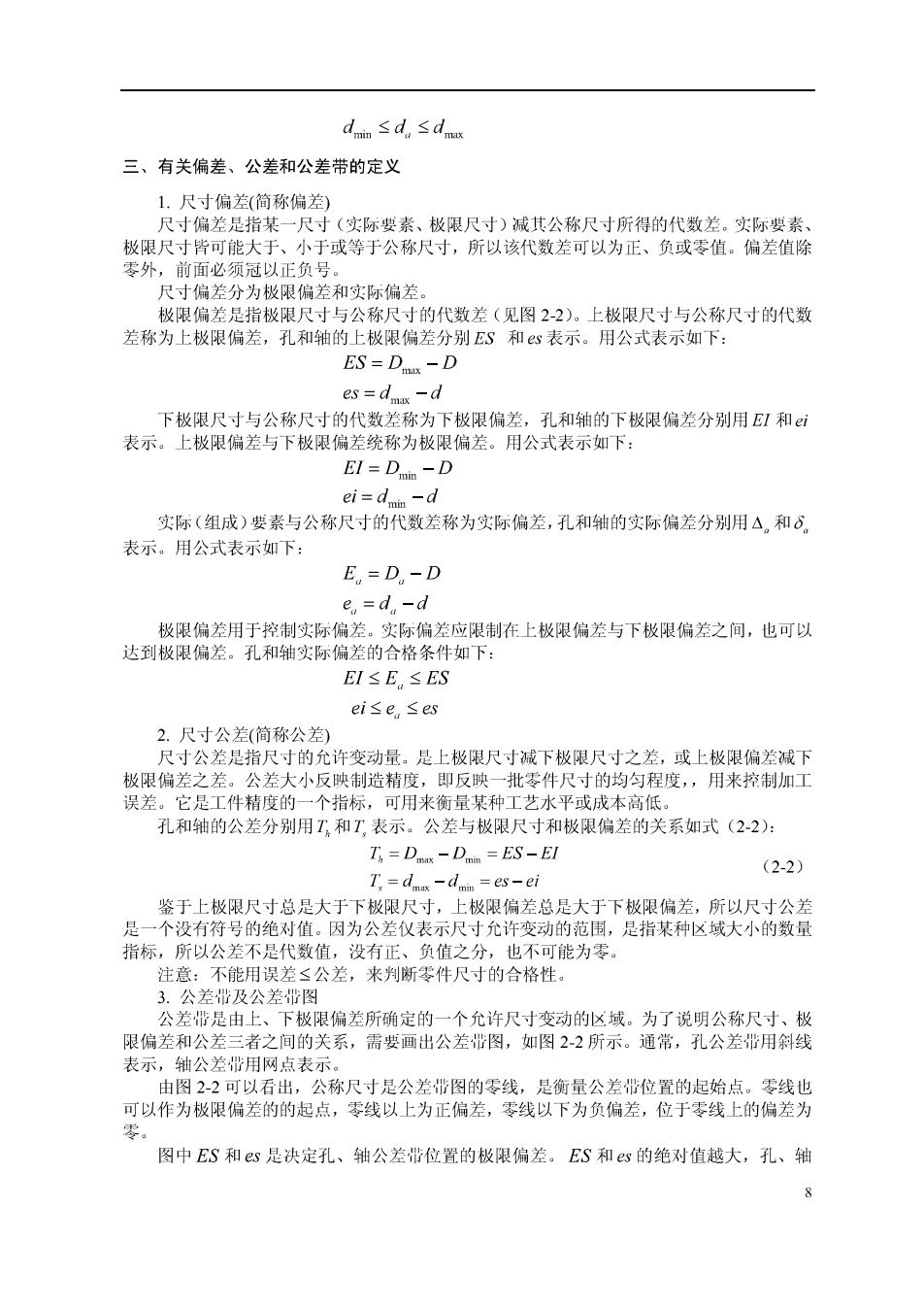
公差带离零线就越远:绝对值越小,则孔、轴公差"离零线就越近。国家标准把用以确定公 差带相对零线位置的上极限偏差或下极限偏差称为基本偏差,它往在是离零线近的或位于零 线的那个偏差。 公差的大小,即公差值的大小,它是指沿垂直于零线方向度量的公差带宽度。沿零线方 向的宽度是画图时任意确定的,不具有特定含义。 下极限偏差(基本偏差) ·公差带 一尺寸公差 线 图2-2公差带图解 在画公差带图时,公称尺寸以毫米(m)为单位标出,公差带的上、下板限偏差用微米(μ m)为单位标出,也可以用毫米(mm)。习惯上,极限偏差和公差的单位用微米(μm)表示。上、 下极限偏差的数值前冠以“十”或“一”号,专线以上为正,以下为负。与零线重合的偏差, 其数值为零,不必标出,如图2-3所示。 ☑。 +40 ☑ 0 .13 通 33 图2-3公差带图示例 四、有关配合的定义 1.配合 配合是指公称尺寸相同的,相互结合的孔和轴公差带之间的关系。组成配合的孔和轴的 公差带位置不同,便形成不同的配合性质。 按同一种配合生产的一批孔和一批轴,装配后,其配合松紧各不相同。所以,不能把配 合理解为一个具体的孔和一个具体的轴的组合。 2.间隙或过盈 间隙和过盈是指相配合的孔与轴尺寸的代数差。此差值为正时称为间隙,用X表示:为 负时称为过盈,用Y表示 3.配合类别 1)间隙配合 间隙配合是指具有间隙(包括最小间隙等于零)的配合。即使把孔做得最小,把轴做得 最大,装配后仍具有一定的间隙(包 活最小间隙等于)。也就是孔、轴极限尺寸或极限偏差
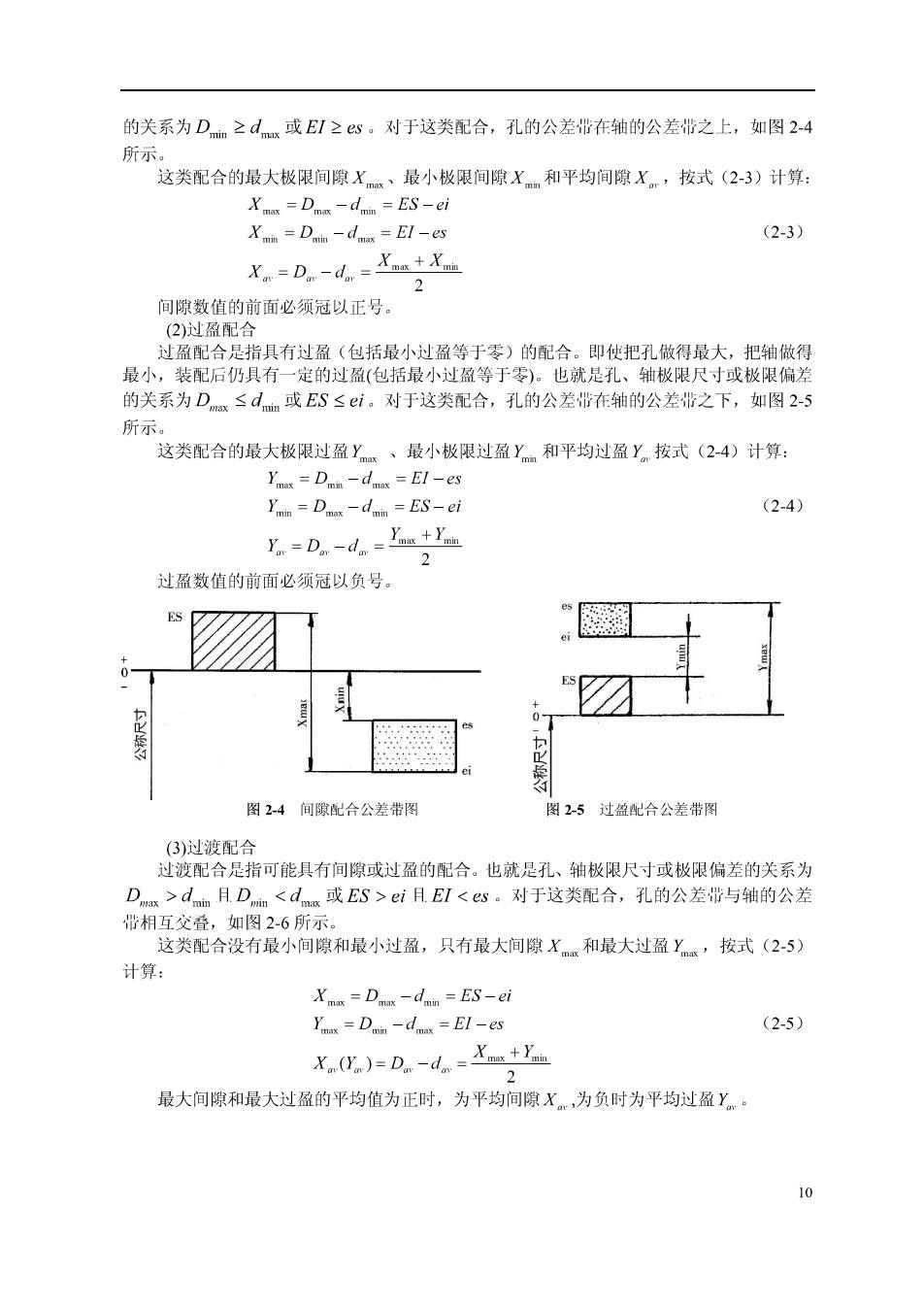
的关系为Dm之dmm或EI之s。对于这类配合,孔的公差带在轴的公差带之上,如图2-4 所示 这类配合的最大板限间隙X、最小极限间隙X和平均间隙Xm,按式(2-3)计算: Dnn-dnin=ES-ei Xamit Danin dmis =EI-es (2-3) X.=D.-d.=+ 2 间限数值的前面必须冠以正号。 过盈配 是指具有过盈(包括最小过盈等 于零)的配合 。即使把孔做得最大,把轴做得 最小,装配后仍具有一定的过盈(包括最小过盈等于)。也就是孔、轴极限尺寸或极限偏若 的关系为D≤d或ES≤ei。对于这类配合,孔的公差带在轴的公差带之下,如图2-5 所示 这类配合的最大极限过盈Y、最小极限过盈Y和平均过盈Y按式(2-4)计算 Y D-d =El-es Yun =Dun-dan =ES-ei (2-4) Yn Dn-d Yan +Yau 过盈数值的前面必须冠以负号。 图24间隙配合公差带图 图25过盈配合公差带图 (3)彦配合 过渡配合是指可能具有间隙或过盈的配合。也就是孔、轴极限尺寸或极限偏差的关系为 D>d月Dm<d或ES>ei且E<es对于这类配合,孔的公差带与轴的公若 带相互交叠,如图2-6所示。 这类配合没有最小间隙和最小过盈,只有最大间隙X和最大过盈y,按式(25) 计算: Xme Dx-din =ES-ei Yoox Dain -d ne =El-es (2-5) X化)=Dn-d=Xm+y 2 最大间隙和最大过盈的平均值为正时,为平均间隙X,为负时为平均过盈Y。 10