几何精度控制与应用 实验指导书 机械制造及自动化 2008年9月1日

实验一轴孔测量 实:跆目的 1。了解销、孔零件的尺寸和形位误差的测量方法 了解光学比较仪和内径百分表的工作原理、调整和测量方法, 3.巩固轴、孔零件有关尺寸及形位公差的概念,学会山测得数据判断零件合格性的方法。 、 实验内容 1用立式光学比较仪测量轴 用内径百分表测量孔。 用立式光学比较仪测量轴 1,立式光学比较仪 立式光学比较仪用于长度测量,其测量方法属于接触测量,一般用相对测量法测量轴的 尺寸。是一种精度较高、结构简单的常用的光学仪器,除主要用于轴类零件的精密测量外, 还可用来检定3、4级量块。 仪器的基本度量指标如下 分度伯 0.001mm 示值范田 ±0.1mm 测量范围:最大直径 150mm 最大长度 180nm 示值误差:在土0.06mm分度范田内 土0.2μm 大于士0.06mm分度范围内 ±0.34m 仪器外形图1所示. 2.测量原理 立式光学比较仪是利用光学自准原理和机械正切杠杆原理进行测量的,!图2所示。从 物镜焦平面上的焦点•发出的光,经物镜后变成一束平行光到达半面反射镜P,若半面反射 镜与主光轴垂直,则光线按原路反射回来,即发光点。与像点C重合。图中,若测杆因被测 工件尺小的变化而产生微小的位移S,使半面镜P转动口角,则反射光束与入射光束间的夹 角为2a,反射光束汇聚于像点c”,则 cc"=f tan 2a 资水物黄的第,口为转角。 S=btan 2a k=ftan2a≈2/ btana 若=200mm、b-5mm,K=80,目镜放大倍数为12倍,则仪器的总放大倍数为12×80-960 倍

物镜 平面P 反射镜P。 飞测杆 上光现2反9位:微调螺红:人短调轮螺: 一工件 工作台7 13.横臂升降螺树:14.测头提升杠杆 图1光学比较仪 阁2测量原理 3.测量步 (2)选用量块。若没有相应尺的量块,则需要组合量块。为了减小组合的累积误差,要 尽量减少量块的数量, 般不超过1~5块。选用时,应从所需尺小的最后一位数宁开始, 遂一选取,每块至少能减少一位小数。组合使用时,需要先清理量块表面,然后沿者一个块 规表面Ψ推,使两者能紧密研合。 (3)调整仪器。第一步,擦净仪器工作台,将量块首于工作台上,松开蝶钉12,转动升降 格见让股话独的不指 以升 定指 稳定后斗下量 (1)进行测最,擦净工件表面并置于仪器工作台上,对指定部位进行测量(如图4),依次 测量A,B、A、B位咒的素线上的I、II、III点处的直径。注意每次都要在刻度尺达到最 高位置时读取数据。当所有读数均在工件要求的上下偏差范用之内,工件的尺寸精度合格。 图3光学比较仪光路图 图4测量部位示意图
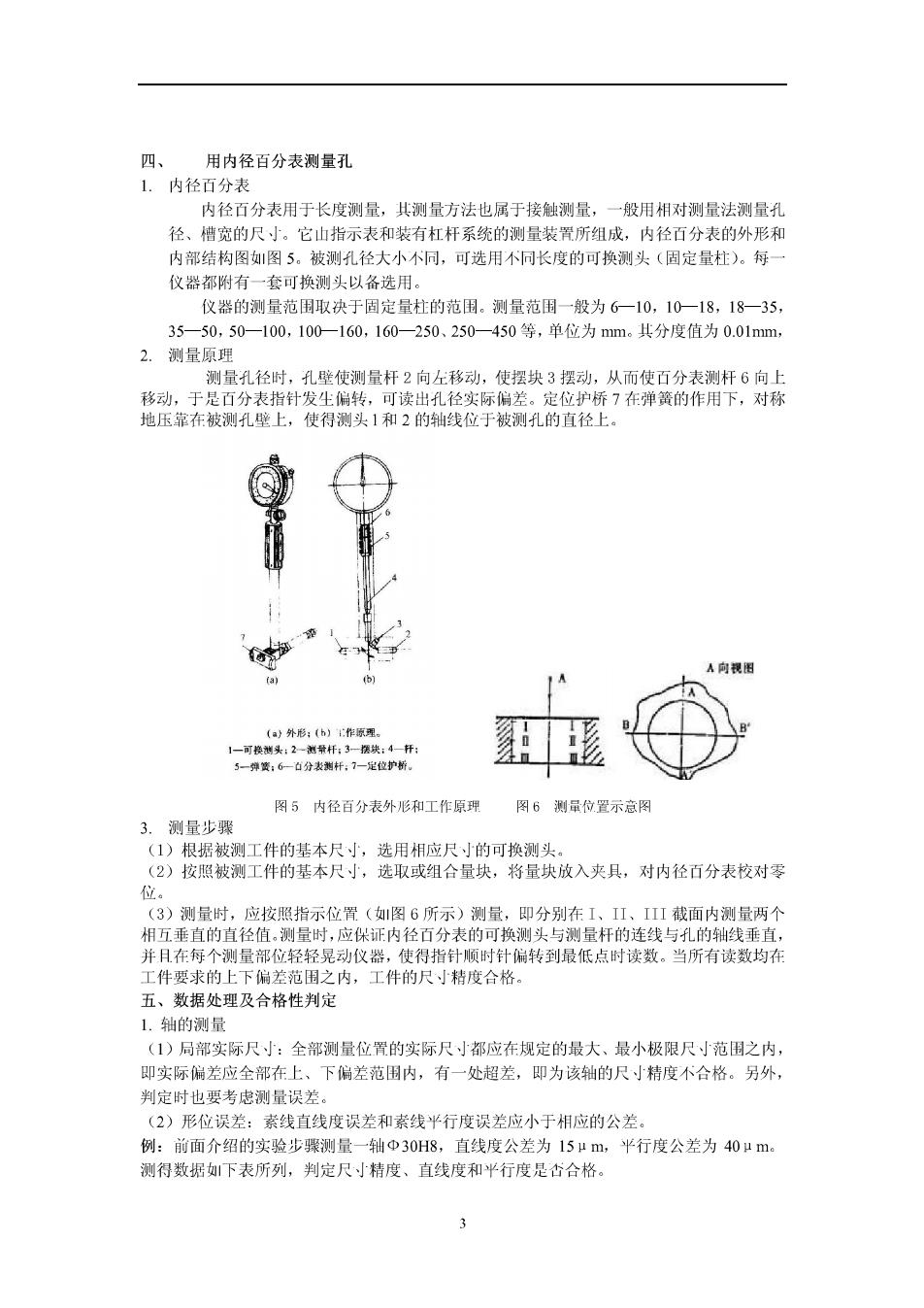
四、 用内径百分表测量孔 1.内径百分表 内径百分表用于长度测量,其测量方法也属于接触测量,一般用用对测量法测量孔 径、槽究的尺小。它山指示表和装有杠杆系统的测量装置所组成,内径百分表的外形和 内部结构图如图5。被测孔径大小不洞,可选用不洞长度的可换测头(固定量杜)。每 仪器都附有一套可换测头以备选用 仪器的测量范围取决于固定量杜的范围.。测量范围一般为6一10,10一18,18一35, 35-50,50-100,100-160,160-250、250-一450等,单位为mmm.共分度值为0.01mm, 2.测量原理 测量孔径时,孔壁使测量杆2向左移动,使摆块3摆动,从而使百分表测杆6向上 移动,于是百分表指针发生俏转,可读出孔径实际偏差。定位护桥7在弹簧的作用下,对称 地压靠在被测孔壁上,使得测头1和2的轴线位于被测扎的直径上。 A向视任 图5 内径百分表外形和工作原弹 图6测量位置示意网 3.测量步骤 (3)别量时,昭告示位置(图6所示)量,即分在、T工、T工沸面内最两个 相五垂直的直径值。测最时,应保证内径百分表的可换测头与测量杆的连线与孔的轴线垂直 并且在每个测量部位轻轻晃动仪器,使得指针顺时针偏转到最低点时读数。当所有读数均在 工件要求的上下偏差范困之内,工件的尺小精度合格。 五、数据处理及合格性判定 1轴的别量 (1)局部实际尺小:全部测量位置的实际尺小都应在规定的最大、最小极限尺范围之内 即实际偏差应全部在上、下偏差范围内,有一处超差,即为该轴的尺小精度不合格。另外 判定时也要考虑测量误差。 (2)形位误差:素线直线度误差和素线平行度误差应小于相应的公差. 例:前面介绍的实验步骤测量一轴①30H8,直线度公差为15μm,平行度公差为40μm 测符数据下表所列,判定尺小精度、直线度和平行度是古合格
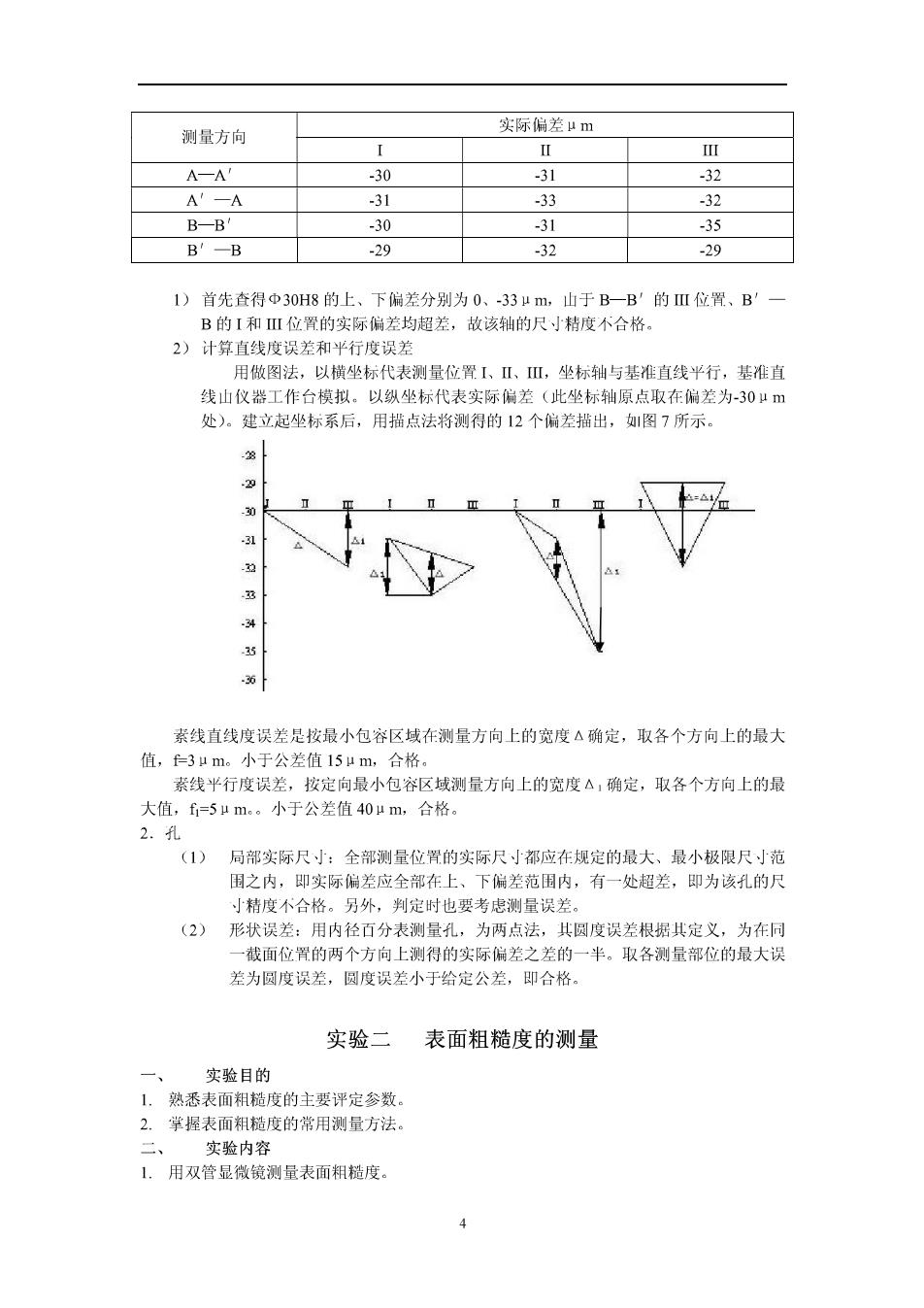
测量方向 实际偏差μm A-A 32 -31 .33 .32 B-B -30 231 .35 B'-B -29 32 -29 1)首先查得Φ30H8的上、下偏差分别为0、-33um,山于B一B'的ⅢΠ位置、B'一 B的I和Ⅲ位肾的实际偏差均超差,故该轴的尺寸精度不合格。 2)计算直线府识差和平行度误第 用做图法,以横坐标代表测量位骨、、Ⅲ,坐标轴与基准直线平行,基准直 线山仪器工作台模拟以纵坐标代表实际偏差(此坐标轴原点取在偏差为30μm 处)。建立起坐标系后,用播点法将测得的2个局差栅出,图7所示。 5 素线直线度误差是按最小包容区域在测量方向上的宽度△确定,取各个方向上的最大 值,3m。小于公差值15μm,合格 素线平行度误差,按定向最小包容区域测量方向上的宽度△确定,取各个方向上的最 大值,f=5μm。小于公差值40μm,合格。 2.孔 (1)局部实际尺寸小:全部测量位置的实际尺小都应在规定的最大、最小极限尺寸范 围之内,即实际偏差应全部在上、下偏差范围内,有一处超差,即为该孔的尺 小精度不合格。另外,判定时也要考虑测量误差 (2)形状误差:用内径百分表测量孔,为两点法,其圆度误差根据其定义,为在同 一战面位置的两个方向上测得的实际偏差之差的一半。取各测量部位的最大误 差为圆度误差,圆度误差小于给定公差,即合格。 实验二 表面粗糙度的测量 实验目的 1,熟悉表面粗糙度的主要评定参数。 2.掌挥表面相糙度的常用测量方法, 1