
第九章几何量测量(检测)技术基础 本章介绍了测量技术的基本概念、计量器具的分类及性能指标;一些常用计量器具的测 量原理;测量误差的类型、产生的原因及处理方法。要求了解常用长度、角度尺寸测量器具 的测量原理。要求掌握测量方法的分类及其特点;基本的测量误差的处理。 测量从狭义的角度看,就是指通过“量”的确定来发现“质”或者保证“质”。从科学技 术的发展看,对客观事物的认识和分析大多是通过科学实验发现或证实的,而测量则是进行 科学实验最基本、最重要的手段之一,离开了测量,科学实验就是空中楼阁,虚有其表。事 实上,许多学科领域的突破,都是山于测量技术的提高才得以实现。 机械零件的设计、制造及检测都是互换性生产中的重要环节,为了保证机械零件的精度 和互换性,加工后的机械零件必须通过几何量的测量或检验,以判断其是否为符合设计标准 要求的合格产品。因此,在机械工业中测量技术也占有非常重要的位置,它是机械工业进行 质量管理的重要手段,是贯彻精度标准的技术保证。 在测量过程中,为了完成对完工机械零件几何量的测量并取得可靠的测量结果,应保证 计量单位的统一和量值的准确,还应正确选用计量器具和测量方法,研究测量误差和测量数 据处理方法。 几何量测量涉及到的现行国家标准主要有: JJF1001-1998《通用计量名词及定义》 JJG146-2003《量块检定规程》 GB/T6093-2001《量块》 GB/T1957-2006《光滑极限量规》 GB/T8069-1998《功能量规》 GB/T17163-2008《几何量测量器具术语基本术语》 第一节概述 一、测量的基本概念 1.测量的定义 几何量测量就是将被测几何量与作为计量单位的标准量进行比较,从而确定两者比值大 小的过程。假设被测几何量为X,采用的计量单位为E,则它们的比值为 (9-1) 式(9-1)表明,在被测几何量X一定时,比值q的大小完全决定于所采用的计量单位 E,且成反比关系。同时,计量单位的选择取决于被测几何量所要求的精确程度,这样经 比较而确定的被测几何量的量值为 X=qE (9-2) 式(9-2)称为基本测量方程式,此式表明,任何被测几何量的量值都山两部分组成: 表征被测几何量的数值和该几何量所采用的计量单位。例如,被测几何量长度L=30mm, 这里mm为长度计量单位,数值30则是以mm为计量单位时该被测几何量与标准量的比值。 山上述分析可知,任何一次测量,首先要明确被测对象,并建立恰当的计量单位,其次 1
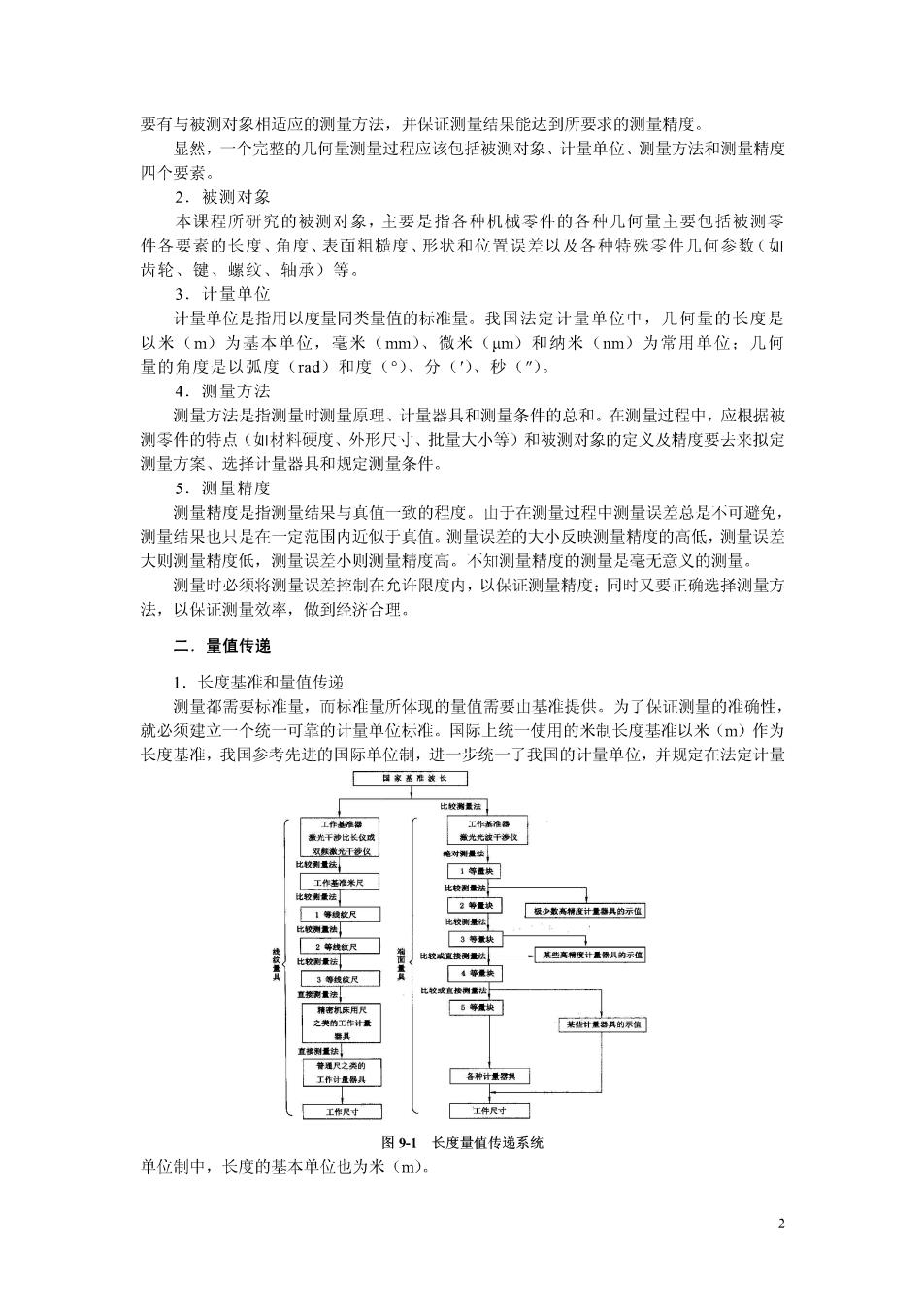
要有与被测对象相适应的测量方法,并保证测量结果能达到所要求的测量特度。 个完整的几何量测量过程应该包括被测对象、计量单位、测量方法和测量精度 列个婴。 2.被测对象 本课程所研究的被测对象,主要是指各种机械零件的各种几何量主要包括被测零 件各要素的长度、角度、表面粗糙度、形状和位置误差以及各种特殊罗件几何参数(如 齿轮、键、燃纹、轴承)等。 3补景单 计量单位是指用以度量同类量值的标准量。我国法定计量单位中,儿何量的长度是 以米(m)为基本单位,毫米(mm)、微米(m)和纳米(nm)为常用单位:几何 量的角度是以弧度(rad)和度()、分(')、秒(")。 4。测量方法 测量方法是指测量时测量原理、计量器具和测量条件的总和。在测量过程中,应根据被 测零件的特点(如材料硬度、外形尺小、批量大小等)和被测对象的定义及精度要去来拟定 测量方案、选样计量器具和规定测量条件。 5.测量精度 测量特度是指测量结果与真值一致的程度,山于在测量过程中测量误差总是不可避兔 测量结果也只是在一定范内近似于真值。测量误差的大小反映测量精度的高低,测量误差 大则测量精度低,测量误差小则测量精度高。 个知测量精度的测量足毫无意义的测量 测量时必须将测量误差控制在允许限度内,以保证测量精度:同时又要正确选择测量方 法,以保证测量效率,做到经济合理。 二。量值传递 1.长度基准和量值传 测量都需要标准量 而标准量所体现的量值需要山基准提供。为了保证测量的准确性 就必须建立一个统一可靠的计量单位标准。国际上统一使用的米制长度基准以米(m)作为 长度基准,我同参考先进的国际单位制,进一步统一了我国的计量单位,并规定在法定计量 一天超真得度甘特只的袋回 春种计和 人工R中☐ 工件R寸☐ 图91长度量值传递系统 单位制中,长度的基本单位也为米(m)
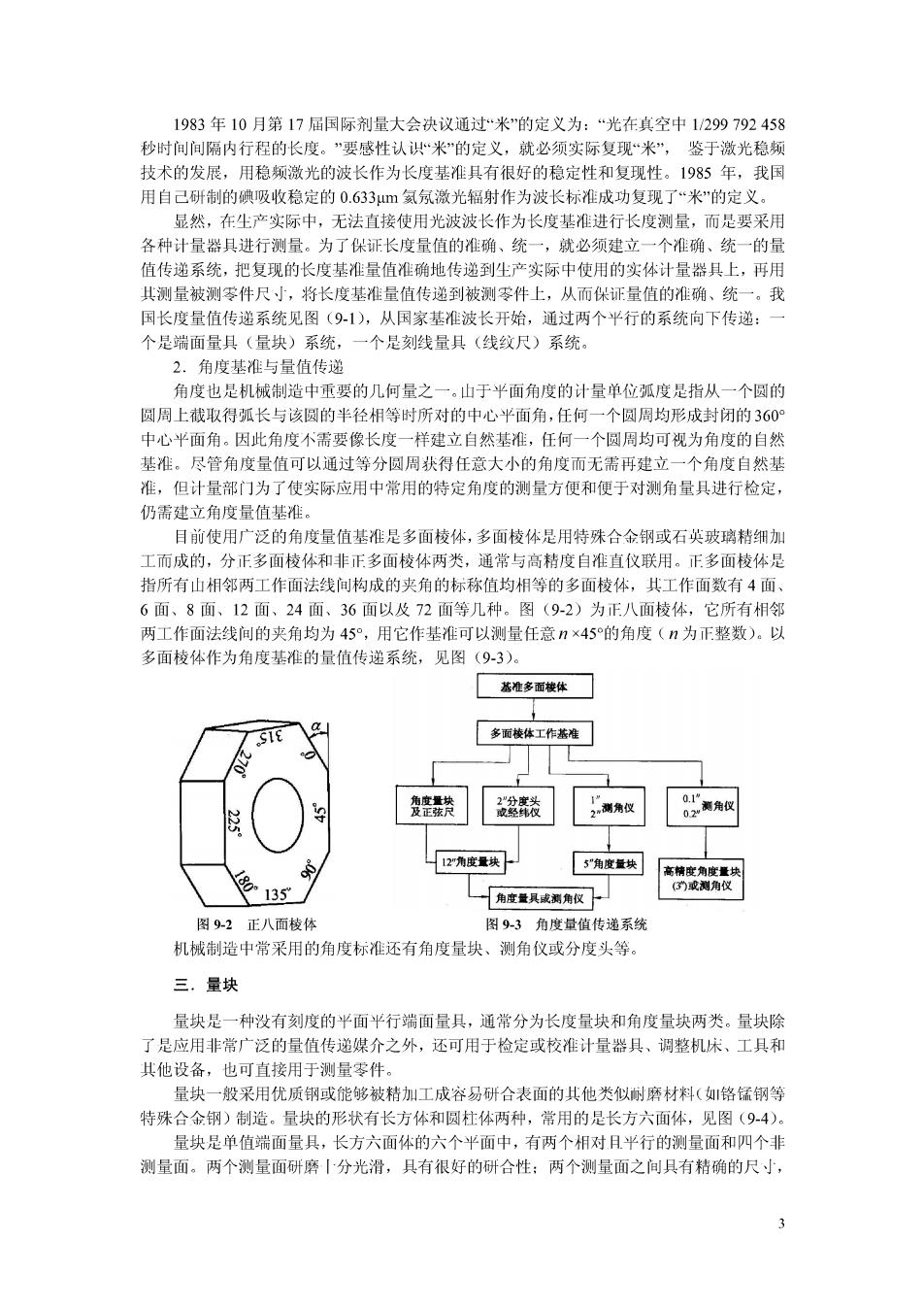
1983年10月第17届国际剂量大会决议通过“米"的定义为:“光在真空中1/299792458 秒时向间隔内行程的长度。”要感性认洪米”的定义,就必须实际复现“米”,鉴于潋光稳频 技术的发展,用稳频激光的波长作为长度基准具有很好的稳定性和复现性。1985年,我国 用自已研制的吸收稳定的0633um氨氖激光铝射作为波长标准成功复现了米"的定义 显然,在生产实际中,无法直接使用光波波长作为长度基准进行长度测量,而足要采用 各种计量器具进行测量。为了保证长度量值的准确、统一,就必须建立一个准确、统一的量 值传递系统,把复现的长度基准量值确地传递到生产实际中使用的实体计量器具上,再用 其测量被测零件尺寸,将长度基准量值传递到被测零件上,从而保证量值的准确、统一。我 国长度量值传递系统见图(9-1),从国家基准波长开 ,通过两 个平行的系统向下传递 个是端面量具(量块)系统, 一个是刻线量具(线纹尺)系统。 2.角度基准与量值传递 角度也是机械制造中重要的几何量之一。山于平面角度的计量单位弧度是指从一个圆的 圆周上截取得弧长与该圆的半径相等时所对的中心半面角,任何一个圆周均形成封闭的360 中心平面角。因此角度不需要像长度 一样建立 然基准,任何 一个圆周均可视为角度的自然 基准。尽管角度量值可以通过等分圆周扶得任意大小的角度而无需再建寸 角度目然 准,但计量部门为了使实际应用中常用的特定角度的测量方便和便于对测角量具进行检定, 仍需建立角度量值基准。 目前使用广泛的角度量值基征是多面特体,多面棱体是用特殊合金钢或石兴玻璃钻细加 工而成的,分正多面棱体和非正多面棱体两类,通常与高精度自准直仪联用。正多面棱体足 指所有山杆邻两工作面法线间构成的夹角的标称值均相等的多面棱体,其工作面数有4面 6面,8面、12面、24面、36面以及72面等几种。图(9-2)为正八面棱体,它所有相邻 两工作面法线间的夹角均为45°,用它作基准可以测量任意n×45的角度(n为正整数)。以 多面棱体作为角度基准的量值传递系统,见图(93)。 苏难多面楼体 多到楼体工作燕难 2角度块 色35 一角度量具成调衣 图92正八面棱体 图93角度量值传递系统 机械制造中常采用的角度标准还有角度量块、测角仪或分度头等。 三,量块 量块是一种没有刻度的平面平行端面量具,通常分为长度量块和角度量块两类。量块除 了是应用非常广泛的量值传递煤介之外,还可用于检定或校准计量器具、调整机床、工具和 比他设备.也可古接用于测量零件 量块一般采用优质钢或能够被精加工成容易研合表面的其他类似耐磨材料(如铬锰钢等 特殊合金钢)制造。量块的形状有长方体和圆杜体两种,常用的是长方六面体,见图(94) 最块是单值端面最具,长方六面体的六个半面中,有两个相对月平行的测量面和四个非 测量面。两个测量面研磨分光滑,具有很好的研合性:两个测量面之间具有精确的尺寸, 3
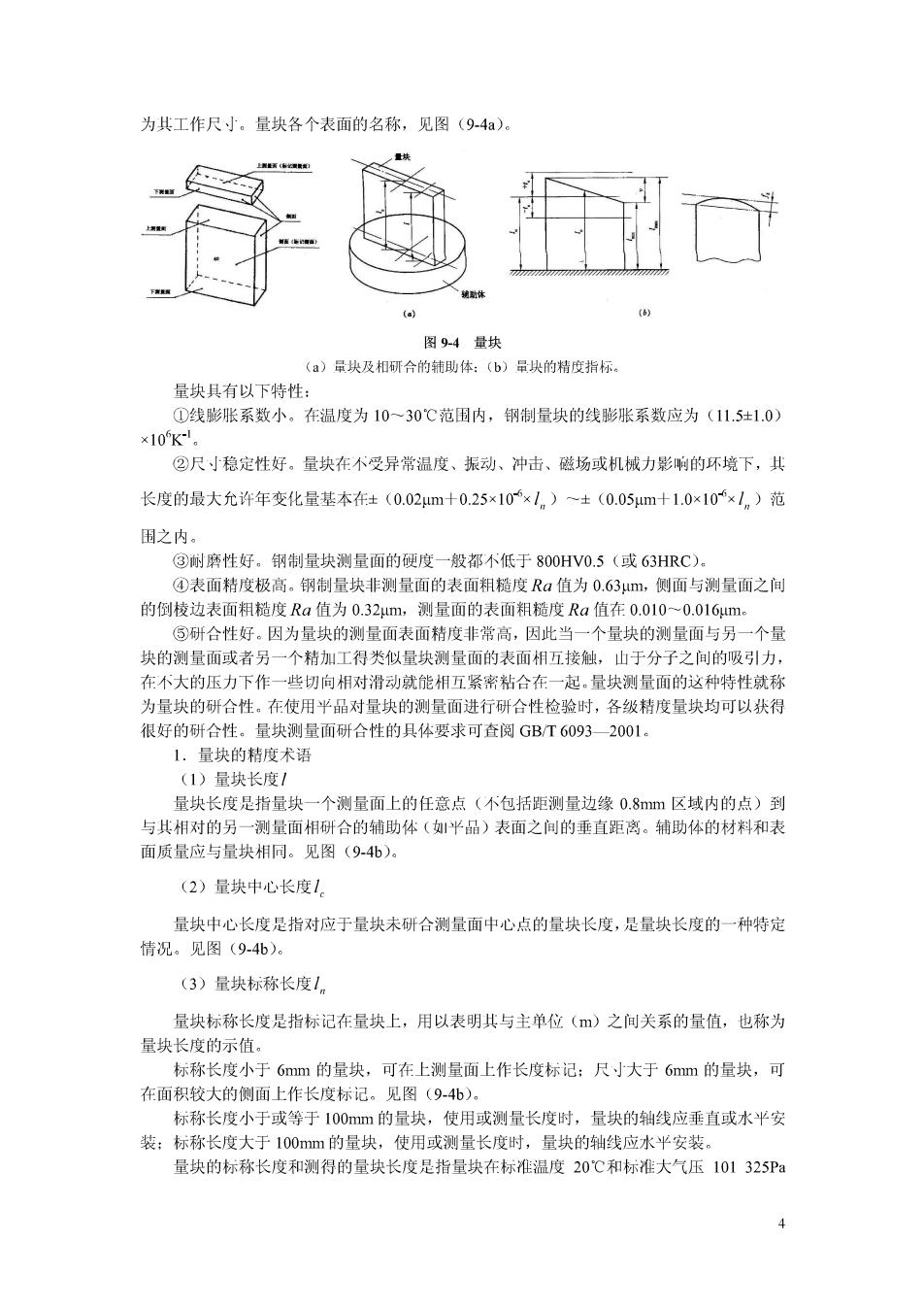
为其工作尺小。量块各个表面的名称,见图(9-4a)。 量 图9-4量块 (a)量块及相研合的辅助体:(b)最块的精度指标。 量块具有以下特性: ①线影胀系数小。在温度为10~30℃范围内,钢制量块的线膨胀系数应为(11.5士1.0) *10 ②尺稳定性好。量块在不受异常温度、張动、冲击、磁场或机械力影响的环境下,其 长度的最大允许年变化量基本在±(0.02um十0.25x10×1.)~±(0.05um十1.0×10x1n)范 用之内 ③耐磨性好.钢制量块测量面的硬度一般都个低于800HV0.5(或63HRC) ④表面精度极高。钢制量块非测量面的表面相糙度Ra值为0.63um,侧面与测量面之间 的倒棱边表面相糙度Ra值为0.32um,测量面的表面粗糙度Ra值在0.010~0.016um。 ⑤研合性好。因为量块的测量面表面精度非常高,因此当一个量块的测量面与另一个量 块的测量面或者另一个精加工得类似量块测量面的表面相互接触,山于分子之间的吸引力, 在不大的压力下作一些切向相对滑动就能相互紧粘合在 已。量块测量面的这种特性就称 为量块的研合性。在使用平品对量块的测量面进行研合性检验时,各级精度量块均可以得 很好的研合性。量块量面研合性的只体要求可查阅GBT6093一2001. 1。量块的结度术语 (1)量块长度/ 量块长度是指量块一个测量面上的任意点(不包活距测量边缘0.8m区域内的点)到 与其相对的另一测量面相研合的辅助体(如平品)表面之间的垂直距离 辅助体的材料和表 面质量应与量块相同。见图(9-4b) (2)量块中心长度! 量块中心长度是指对应于量块未研合测量面中心点的量块长度,是量块长度的一种特定 情况。见图(94b) (3)量块标称长度1, 量块标称长度是指标记在量块上,用以表明其与主单位(m)之间关系的量值,也称为 量块长度的示值, 标称长度小于6mm的量块,可在上测量面上作长度标记:尺寸大于6加m的量块,可 在面积较大的侧面上作长度标记。见图(94b) 标称长度小于或等于100mm的量块,使用或测量长度时,量块的轴线应垂直或水平安 装:标称长度大于100mm的量块,使用或测量长度时,量块的轴线应水平安装。 量块的标称长度和测得的量块长度是指量块在标准温度20℃和标准大气压101325P

时的长度。 (4)任意点的量块长度偏差e 任意点的量块长度偏差是指任意点的量块长度与标称长度的代数差,即=一。图 (9-4c)中的“十1。”和“一t.”为量块长度极限偏差。合格条件:十1.≥e≥一t。 (5)量块长度变动量V 量块长度变动量足指量块测量面上任意点(不包括距测量边缘0.8mm区域内的点)中 的最大量块长度1a与最小量块长度I之差,即V=一lm,见图(94c)。其允许值 为1,。合格条件:V≤1。 (6)量块测量面的半面度误差∫, 量块测量面的平面度误差是指包容量块测量面月距离为最小的两个平行平面之间的距 离。其公差为1,。合格条件:f1,。 GB/T60932001规定,标称长度小于和等于2.5m的量块,其测量面与一定要求的 辅助体(如品)表面相研合后,量块的每一测量面的平面度误差∫,应在0.05~0.25m范 围之内:非研合状态下的量块,其每一测量面的平面度误差f,应不大于4um:标称长度大 于2.5m的量块,共测量面无论是否研合,量块的每一测量面的半面度误差f,应在0.05 0.25um范用之内, 量块标称长度的极限偏差士1。、量块长度变动量最大允许值1和平面度公差1,的具体 数值,可查阅GB/T6093—2001. 2块的结度等级 按照G146-2003的规定,量块按检定精度分为五等:L2、3、4、5等,其中1等 精度最高,5等精度最低。量块分“等”的主要依据是量块测量的不确定度的允许值、量块 长度变动量V的允许值1,和量块测量面的平面度公差1,。 按照G146一2003的规定,量块按制造精度分为h级:K、0、1、2、3级,其中K级 是校准级,精度最高,3级精度最低。量块分“级”的主要依据是量块长度极限偏差土1。、 量块长度变动量V的允许值1,和量块测量面的平面度公差1,。 量块按“等”使用时,是以量块检定后所给出的中心长度的实际尺小作为工作尺小,该 尺」排除了量块的制造误差,只包含检定时较小的测量误差。量块按“级”使用时,是以量 块的标称长度作为工作尺小,该尺寸包含了量块的制造误差。因此量块按“等”使用比按“级 使用的测量精度高。 例1,标称长度为30mm的0级量块,其长度的极限偏差为±0.00020mm,若按“级” 使用,则不论该量块的实际尺寸如1何,按30mm计,引起的测量误差±0.00020mm。但是, 5