3.4 工艺系统的受力变形 3.4.4工件内应力引起的变形 3.4.4.3减少和消除内应力的措施 1) 合理设计零件结构 简化结构,厚度均匀,焊缝分布均匀; 2)采取时效处理 自然时效、人工时效、振动时效等; 3)合理安排工艺过程 粗、精加工分开。 20231M11月
过程装备制造工艺 2023/11/3 3.4.4 工件内应力引起的变形 3.4 工艺系统的受力变形 3.4.4.3 减少和消除内应力的措施 1)合理设计零件结构 简化结构,厚度均匀,焊缝分布均匀; 2)采取时效处理 自然时效、人工时效、振动时效等; 3)合理安排工艺过程 粗、精加工分开
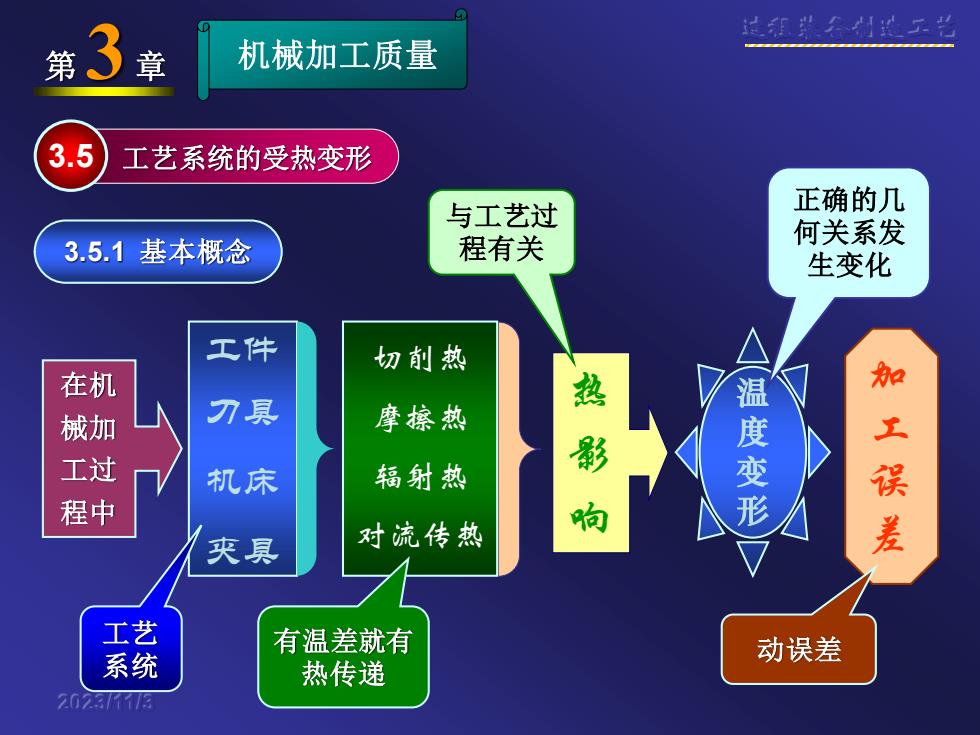
第3童 机械加工质量 3.5 工艺系统的受热变形 与工艺过 正确的几 3.5.1基本概念 程有关 何关系发 生变化 工件 切削热 在机 械加 刀具 摩擦热 热影 工过 机床 辐射热 程中 温度变形 加工误差 夹具 对流传热 响 工艺 系统 有温差就有 动误差 热传递 2023/9
过程装备制造工艺 2023/11/3 3.5.1 基本概念 第 3 章 机械加工质量 3.5 工艺系统的受热变形 热 影 响 工件 刀具 机床 夹具 切削热 摩擦热 辐射热 对流传热 加 工 误 差 温 度 变 形 工艺 系统 正确的几 何关系发 生变化 动误差 与工艺过 程有关 在机 械加 工过 程中 有温差就有 热传递

第 3 滤焦装看州燕天老 章 机械加工质量 3.5 工艺系统的受热变形 在机械加工中,各热源使工艺系统部分 3.5.1基本概念 温度升高,产生复杂的变形,破坏工件 与刀具间的相互位置,改变已调整好的 各种热源及其影响分析 加工尺寸。约占总加工误差40~70%。 切削热:分布在切屑、刀具、冷却液等。 内部热源 (热传导) 摩擦热:由机床运动副等。 热源 外部热源 环境温度:气温变化、通风、空气流动等。 (对流传热)》 (辐射热) 辐射热:阳光、照明、暖气等设备的热。 2023/M11月
过程装备制造工艺 2023/11/3 3.5.1 基本概念 3.5 工艺系统的受热变形 各种热源及其影响分析 热源 内部热源 (热传导) 外部热源 (对流传热) (辐射热) 切削热:分布在切屑、刀具、冷却液等。 摩擦热:由机床运动副等。 环境温度:气温变化、通风、空气流动等。 辐射热:阳光、照明、暖气等设备的热。 第 3 章 机械加工质量 在机械加工中,各热源使工艺系统部分 温度升高,产生复杂的变形,破坏工件 与刀具间的相互位置,改变已调整好的 加工尺寸。约占总加工误差40~70%

3.5 工艺系统的受热变形 在切削加工中,消耗于切削层的弹、塑性 3.5.1基本概念 变形能及刀具、工件和切屑之间摩擦的机 械能,绝大部分转变成了切削热。 切削热分析 切削热:切削加工中最主要的热源,对工件加工精度的影响最为直接。 切削热的大小与被加工材料的性质、切削用量及刀具的几何参数等有关。 =Pzv.t- 切削时间(min) 以车床为例: 切削热(J 切削速度(m/min) 切屑带走热量5080%, 工件带走热量30%左右, 主切削力(N) 刀具带走热量<5%。 影响切削热传导的主要因素是工艺系统各件(主要是工件和刀具)的导热性 能,以及周围介质的情况。导热系数大的材料,传导热量多
过程装备制造工艺 2023/11/3 3.5.1 基本概念 3.5 工艺系统的受热变形 1)切削热分析 在切削加工中,消耗于切削层的弹、塑性 变形能及刀具、工件和切屑之间摩擦的机 械能,绝大部分转变成了切削热。 切削热(J) 切削热:切削加工中最主要的热源,对工件加工精度的影响最为直接。 切削热的大小与被加工材料的性质、切削用量及刀具的几何参数等有关。 影响切削热传导的主要因素是工艺系统各件(主要是工件和刀具)的导热性 能,以及周围介质的情况。导热系数大的材料,传导热量多。 Q P v t Z = 主切削力(N) 切削速度(m/min) 切削时间(min) 以车床为例: 切屑带走热量50~80%, 工件带走热量30%左右, 刀具带走热量<5%
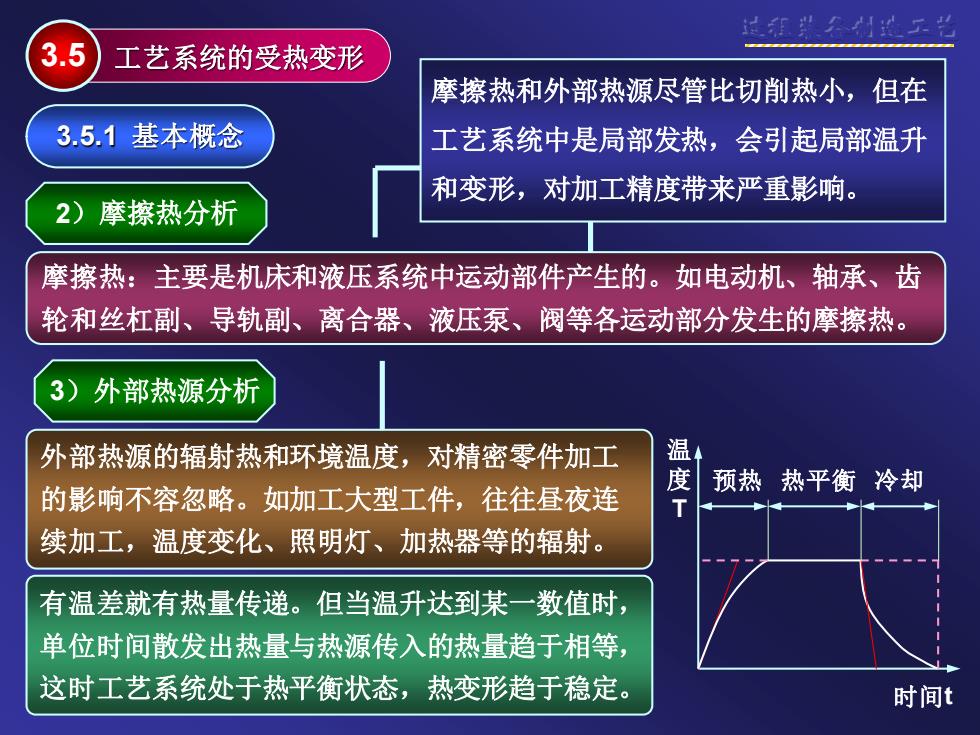
3.5 工艺系统的受热变形 摩擦热和外部热源尽管比切削热小,但在 3.5.1基本概念 工艺系统中是局部发热,会引起局部温升 和变形,对加工精度带来严重影响。 2) 摩擦热分析 摩擦热:主要是机床和液压系统中运动部件产生的。如电动机、轴承、齿 轮和丝杠副、导轨副、离合器、液压泵、阀等各运动部分发生的摩擦热。 3) 外部热源分析 外部热源的辐射热和环境温度,对精密零件加工 温 预热热平衡冷却 的影响不容忽略。如加工大型工件,往往昼夜连 续加工,温度变化、照明灯、加热器等的辐射。 有温差就有热量传递。但当温升达到某一数值时, 单位时间散发出热量与热源传入的热量趋于相等, 这时工艺系统处于热平衡状态,热变形趋于稳定。 时间t
过程装备制造工艺 2023/11/3 3.5.1 基本概念 3.5 工艺系统的受热变形 2)摩擦热分析 摩擦热和外部热源尽管比切削热小,但在 工艺系统中是局部发热,会引起局部温升 和变形,对加工精度带来严重影响。 摩擦热:主要是机床和液压系统中运动部件产生的。如电动机、轴承、齿 轮和丝杠副、导轨副、离合器、液压泵、阀等各运动部分发生的摩擦热。 外部热源的辐射热和环境温度,对精密零件加工 的影响不容忽略。如加工大型工件,往往昼夜连 续加工,温度变化、照明灯、加热器等的辐射。 有温差就有热量传递。但当温升达到某一数值时, 单位时间散发出热量与热源传入的热量趋于相等, 这时工艺系统处于热平衡状态,热变形趋于稳定。 3)外部热源分析 预热 热平衡 冷却 时间t 温 度 T