
2.2工件的安装 2.2.4工件六点定位讨论 应用完全定位与不完全定位的结论 )根据工件几何形状特点,对限制了自由度无意义时,采用不完全定位。 如球形无需限制三个轴的转动自由度;对光滑的轴、盘、套等工件, 无需限制绕其本身轴心线的自由度。 2)根据加工特点,工件在某些自由度存在并不影响加工要求,采用不完 全定位,确定必须消除的自由度。 3)当采用不完全定位能满足加工要求时,尽量采用不完全定位,可节省 夹具费用。 4)有时为了承受切削力、夹紧力等的需要,仍需限制一些不必消除的自 由度。 2023111月
过程装备制造工艺 2023/11/3 2.2.4 工件六点定位讨论 ● 应用完全定位与不完全定位的结论 1)根据工件几何形状特点,对限制了自由度无意义时,采用不完全定位。 如球形无需限制三个轴的转动自由度;对光滑的轴、盘、套等工件, 无需限制绕其本身轴心线的自由度。 2)根据加工特点,工件在某些自由度存在并不影响加工要求,采用不完 全定位,确定必须消除的自由度。 3)当采用不完全定位能满足加工要求时,尽量采用不完全定位,可节省 夹具费用。 4)有时为了承受切削力、夹紧力等的需要,仍需限制一些不必消除的自 由度。 2.2 工件的安装
这组珠各制進系兰 2.2工件的安装 2.2.4工件六点定位讨论 例7 ● 2.正确处理过定位。 书P52 图2-12 过定位一定 长销 连杆 位时工件的同 一自由度被数 个定位元件重 支承板 挡销 复限制的定位 形式,也称重 复定位。 2023/1113
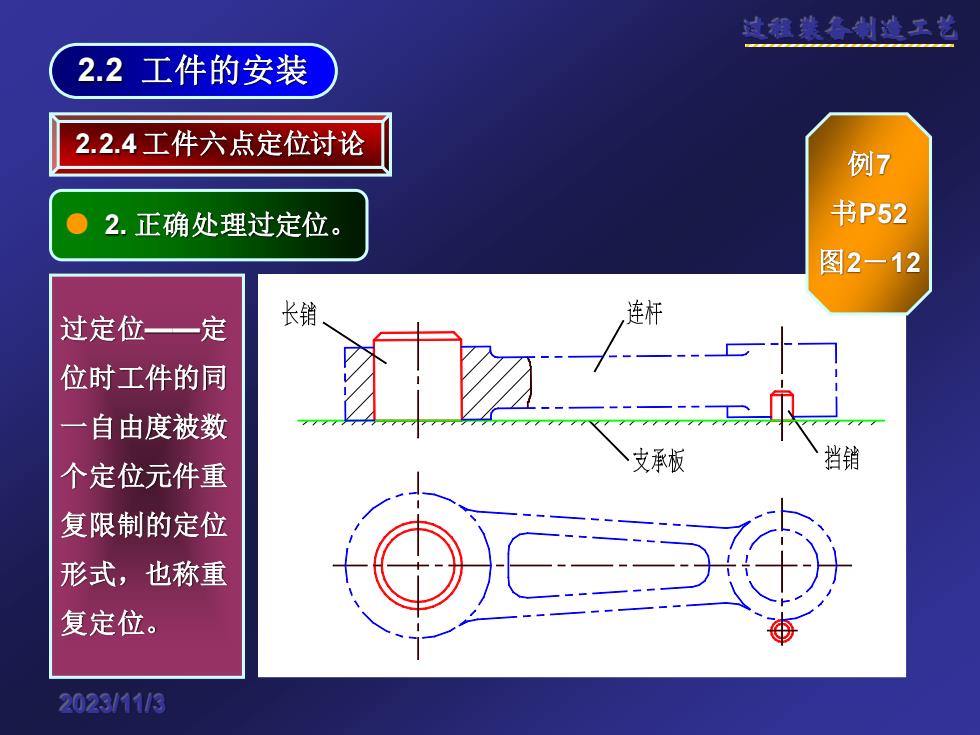
过程装备制造工艺 2023/11/3 2.2.4 工件六点定位讨论 ● 2. 正确处理过定位。 过定位——定 位时工件的同 一自由度被数 个定位元件重 复限制的定位 形式,也称重 复定位。 例7 书P52 图2-12 2.2 工件的安装

2.2工件的安装 2.2.4工件六点定位讨论 ● 3.坚决杜绝欠定位。 欠定位一工件定位时应该限制的自由度而未被限制,是一种定位不足 而影响加工的现象。 例9 工件在欠定位情况下,将不能保证加工精度要求,故应坚决防止欠定位
过程装备制造工艺 2023/11/3 2.2.4 工件六点定位讨论 ● 3. 坚决杜绝欠定位。 欠定位——工件定位时应该限制的自由度而未被限制,是一种定位不足 而影响加工的现象。 例9 工件在欠定位情况下,将不能保证加工精度要求,故应坚决防止欠定位。 2.2 工件的安装

2.2.4工件六点定位讨论 4.需注意的概念 )定位就是限制自由度,通常用合理设置定位支承点的方法,来限制 工件的自由度。 2)定位支承点限制自由度的作用,应理解为定位支承点与工件定位基 准面始终保持着紧密接触。若两者脱离,则意味着失去定位作用。 3)一个定位支承点仅限制一个自由度,一个工件仅有六个自由度,故 设置支承点的数目,原则上应不超过六个。 4)分析定位支承点的作用时,不应考虑力的影响。工件的某一自由度 被限制,并非指工件在受到使其脱离定位支承点的外力时,不能运动。 要使其在外力作用下不能运动,是夹紧的任务。 5)定位支承点是由定位元件抽象而来的。在夹具中,定位支承点总是 通过具体的定位元件体现。定位元件应转化为几个支承点,进行分析
过程装备制造工艺 2023/11/3 2.2.4 工件六点定位讨论 ● 4. 需注意的概念 1)定位就是限制自由度,通常用合理设置定位支承点的方法,来限制 工件的自由度。 2)定位支承点限制自由度的作用,应理解为定位支承点与工件定位基 准面始终保持着紧密接触。若两者脱离,则意味着失去定位作用。 3)一个定位支承点仅限制一个自由度,一个工件仅有六个自由度,故 设置支承点的数目,原则上应不超过六个。 4)分析定位支承点的作用时,不应考虑力的影响。工件的某一自由度 被限制,并非指工件在受到使其脱离定位支承点的外力时,不能运动。 要使其在外力作用下不能运动,是夹紧的任务。 5)定位支承点是由定位元件抽象而来的。在夹具中,定位支承点总是 通过具体的定位元件体现。定位元件应转化为几个支承点,进行分析

2.2工件的安装 域鼠装春制造云卷 2.2.5机床夹具简介 ●机床夹具一在机械制造过程中,在金属切削机上,) 用来固定加工对 象,使之占有正确位置的工艺装备,统称为机床夹具。 ●其目的是将工件进行定位、夹紧;将刀具进行导向或对刀,以保证工 件和刀具间相对位置关系正确,并能在加工过程中保持这个位置不变。 1. 定位元件及定位装置底板4、圆柱销5、菱形销1, 夹紧元件或装置压板10、弹簧7、螺栓8、螺母9, 床夹具的组成 3.刀具导向元件或对刀装置对刀块2, 4 夹具体底板4, 5.连接元件底板4、定位键3 2029/1113 6.其它元件或装置含分度、安全保护、止动等,止动销11
过程装备制造工艺 2023/11/3 2.2.5 机床夹具简介 ● 机床夹具——在机械制造过程中,在金属切削机上,用来固定加工对 象,使之占有正确位置的工艺装备,统称为机床夹具。 ● 其目的是将工件进行定位、夹紧;将刀具进行导向或对刀,以保证工 件和刀具间相对位置关系正 确,并能在加工过程中保持这个位置不变。 机 床 夹 具 的 组 成 1. 定位元件及定位装置 底板4、圆柱销5、菱形销1; 2. 夹紧元件或装置 压板10、弹簧7、螺栓8、螺母9; 3. 刀具导向元件或对刀装置 对刀块2; 4. 夹具体 底板4; 5. 连接元件 底板4、定位键3; 6. 其它元件或装置 含分度、安全保护、止动等,止动销11。 2.2 工件的安装