
加工中心实际编程_POWERMILL上机指导书 简单PowerMILL加工范例 我们将通过此范例来快速对PowerMIL.L有一个初步了解。在此,我们将针对一个气 ]室模型来进行加工编稻 生几个简单的刀具路径并输出这些刀具路径。为简化编 程,范例中我们将尽可能使用系统的缺省设置。 基本操作步骤如下: L,启动PowerMILL 2.输入模型 3.通过零件定义毛还 4.选取将使用的切削刀具 5.定义设置选项(快进高度-开始点和结柬点), 6.产生粗加工策略。 7.产生精加工策略 8.模拟并仿真产生的刀具路径。 9.产生NC程序并输出为后处理NC数据文件 IO.保存PowerMILL项目到某个外部目录。 输入模型 ·从主下拉菜单中选取文件输入模型并选取以下位置的模型文件: D:\users\ltraininalPowerMILL DataPowerMILL Data\Models\PmillGettingStarted.dgk 北京信息科技大学机电工程学院机械工程实验教学中心 2
加工中心实际编程_POWERMILL 上机指导书 北京信息科技大学机电工程学院机械工程实验教学中心 2

加工中心实际编程_POWERMILL上机指导书 定义毛坯 ·点击顶部工具栏中的毛还图标。 毛 限 %×0 Max x 120.0 毛还表格用来定义3D工作限界,它可以是实 际尺寸的原材料:也可以是用户定义的零件中 %vnn■l 特殊位置的3D体积。 0 凸社体参麦 毛还对话视窗中的缺省设置是由包括模型全部 的方框定义毛坯即由定义一方框,点击计 算后将计算出该方框的尺寸。可分别按需要编 辑或锁住(灰化)对话视窗中的各个值,也可在 信四早 公1 兴型型习 扩展方框中输入所需的毛坯偏置值。 0 透」 取 。点击计算按钮 点击接受 北京信息科技大学机电工程学院机械工程实验教学中心
加工中心实际编程_POWERMILL 上机指导书 北京信息科技大学机电工程学院机械工程实验教学中心 3
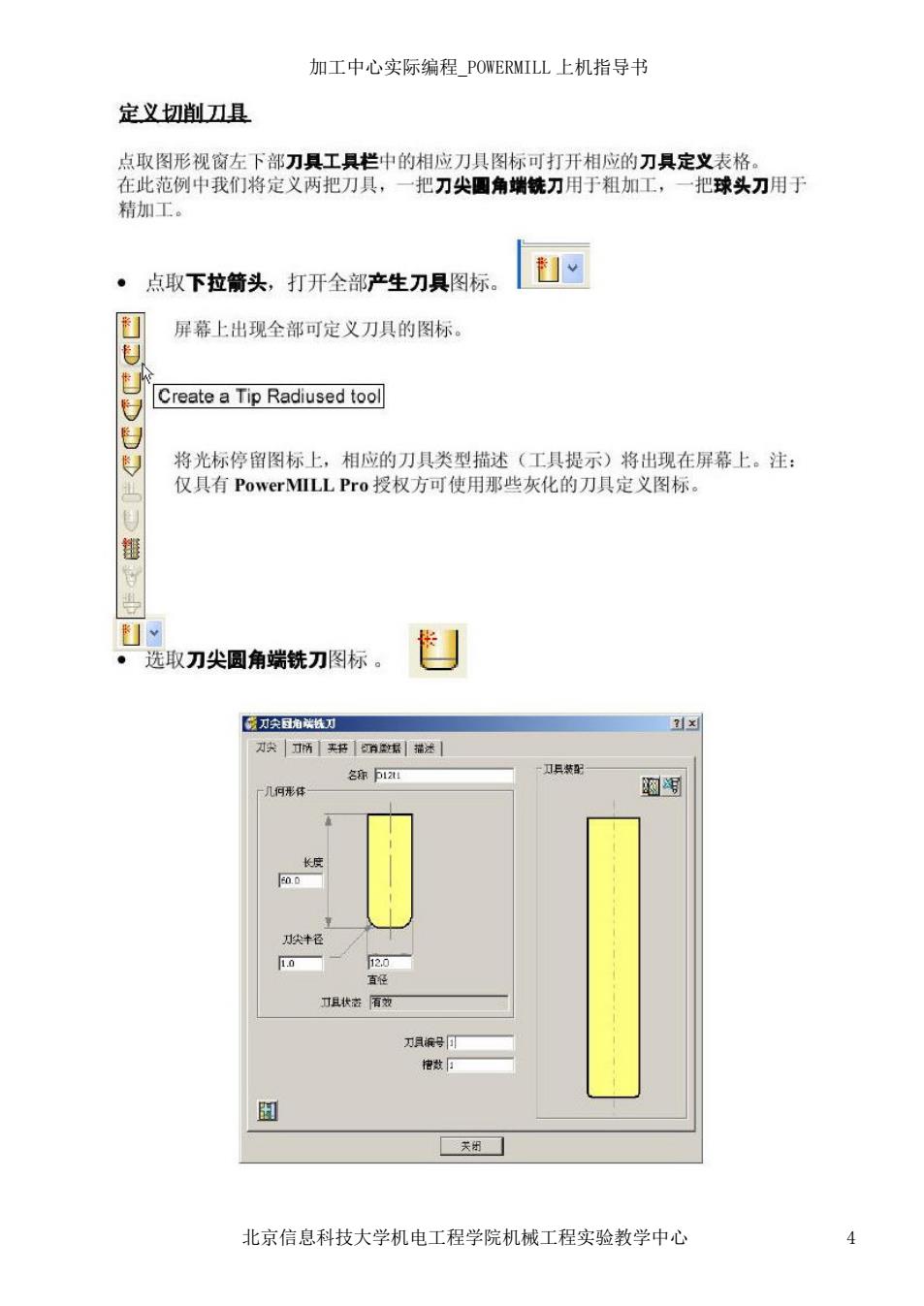
加工中心实际编程POWERMILL上机指导书 定义切削刀具 点取图形视窗左下部刀具工具栏中的相应刀具图标可打开相应的刀具定义表格 在此范例中我们将定义两把刀其,一把刀尖圆角端铁刀用于粗加工, 一把球头刀用于 精加工。 ·点取下拉箭头,打开全部产生刀具图标 打 屏幕上出现全部可定义刀具的图标 Create a Tip Radiused tool 将光标停留图标上,相应的刀具类型描述(工具提示)将出现在屏幕上。注: 仅具有PowerMILLPro授权方可使用那些灰化的刀具定义图标。 。 选取刀尖圆角端铣刀图标 后刀突路米铁刀 10 刀且族号 天☐ 北京信息科技大学机电工程学院机械工程实验教学中心
加工中心实际编程_POWERMILL 上机指导书 北京信息科技大学机电工程学院机械工程实验教学中心 4
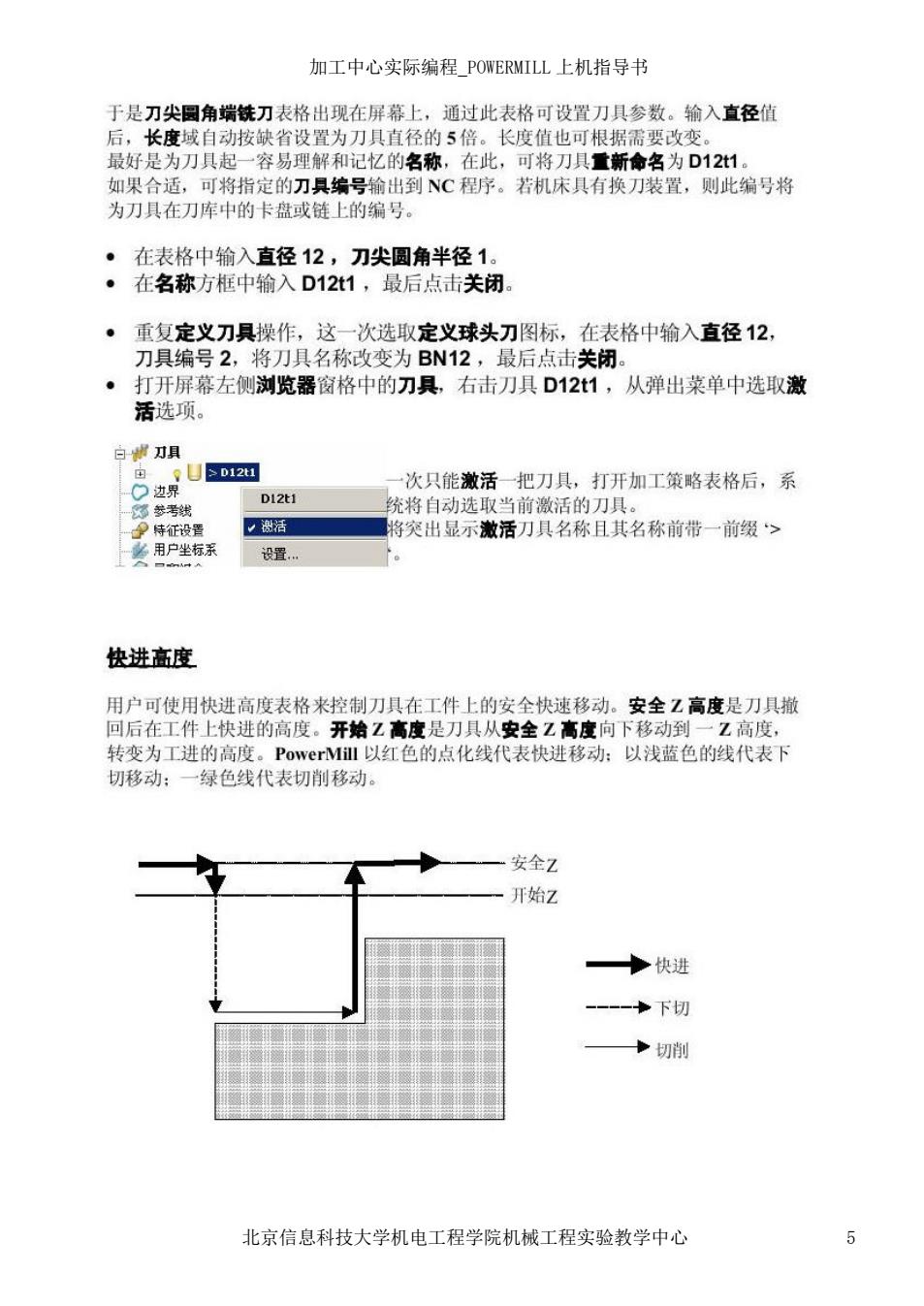
加工中心实际编程_POWERMILL上机指导书 于是刀尖圆角端铁刀表格出现在屏幕上,通过此表格可设置刀具参数。输入直径值 后,长度域自动按缺省设置为刀具直径的5倍。长度值也可根据需要改变。 最好是为刀 容易理解和记忆的名称 在此, 可将刀具置新命名为D121 如果合适,可将指定的刀具编号输出到NC程序。若机床具有换刀装置,则此编号将 为刀具在刀库中的卡盘或链上的编号。 ·在表格中输入直径12,刀尖圆角半径1 ·在名称方框中输入D121,最后点击关闭 ·重复定义刀具操作,这一次选取定义球头刀图标,在表格中输入直径12, 刀具编号2,将刀具名称改变为BN12,最后点击关闭 打开屏幕左侧浏览器窗格中的刀具,右击刀具D121,从弹出菜单中选取激 活选项。 白刀具 一次只能激活一把刀具,打开加工策略表格后,系 D12t1 统将自可 取当前激活的刀具 将突出显示激活刀具名称且其名称前带一前缀> 设置 快进高度 用户可使用快进高度表格来控制刀具在工件上的安全快速移动。安全乙高度是刀具 回后在工件上快进的高度。开给Z高度是刀具从安全Z高度向下移动到一Z高度, 转变为工进的高度。PowerMill以红色的点化线代表快进移动:以浅蓝色的线代表下 切移动:一绿色线代表切削移动。 一一安全7 开始Z —◆快进 -一-一◆下切 ◆切削 北京信息科技大学机电工程学院机械工程实验教学中心
加工中心实际编程_POWERMILL 上机指导书 北京信息科技大学机电工程学院机械工程实验教学中心 5