
7.1 组对工艺及其重要性 GB150.4-2011《压力容器》: 6.5.1A、B类焊接接头对口错边量b 7.1.2 组对的精度 应符合表1的规定。锻焊容器B类焊 接接头对口错边量b应不大于对口处 1.对口错边量 材料厚度δs的1/8,且不大于5mm。 复合钢板的对口错边量b不大于钢 板复层厚度的50%,且不大2mm. 钢材厚度 对口错边量b 复合层S 表1 8s A类 B类 ≤12 shδs SV4 8s >12-20 ≤3 ≤/46s 复合层 >20-40 ≤3 ≤5 1) 降低接头强度;使有效厚度减小, >40-50 <3 ≤1186s 造成附加应力。 ≤11166s ≤1186s 2) 影响外观、装配和流体阻力。 危害 >50 且≤10 且≤20
过程装备制造工艺 2023/11/3 1. 对口错边量 钢材厚度 δS 对口错边量b A类 B类 ≤12 ≤¼ δS ≤¼ δS >12~20 ≤3 ≤¼ δS >20~40 ≤3 ≤5 >40~50 ≤3 ≤1/8δS >50 ≤1/16δS 且≤10 ≤1/8δS 且≤20 b b 复合层 b 复合层Sf b 1)降低接头强度;使有效厚度减小, 造成附加应力。 2)影响外观、装配和流体阻力。 危害 7.1 组对工艺及其重要性 7.1.2 组对的精度 GB150.4-2011《压力容器》: 6.5.1 A、B类焊接接头对口错边量b 应符合表1的规定。锻焊容器B类焊 接接头对口错边量b应不大于对口处 材料厚度δS的1/8,且不大于5mm。 复合钢板的对口错边量b不大于钢 板复层厚度的50%,且不大2mm。 表1
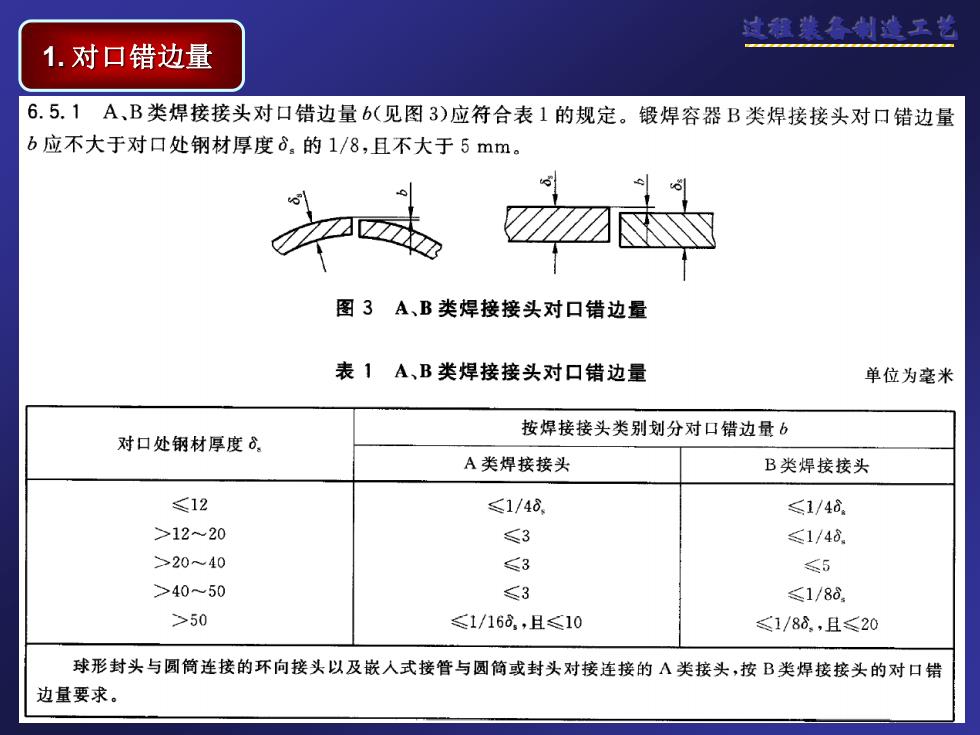
1.对口错边量 6.5.1 A、B类焊接接头对口错边量b(见图3)应符合表1的规定。锻焊容器B类焊接接头对口错边量 b应不大于对口处钢材厚度6。的1/8,且不大于5mm。 图3A、B类焊接接头对口错边量 表1A、B类焊接接头对口错边量 单位为毫米 按焊接接头类别划分对口错边量b 对口处钢材厚度8。 A类焊接接头 B类焊接接头 ≤12 ≤1/48. ≤1/46 >1220 ≤3 ≤1/48. >2040 ≤3 ≤5 >40~50 ≤3 ≤1/88 >50 ≤1/168,且≤10 ≤1/88.,且≤20 球形封头与圆筒连接的环向接头以及嵌入式接管与圆筒或封头对接连接的A类接头,按B类焊接接头的对口错 边量要求
过程装备制造工艺 2023/11/3 1. 对口错边量

7.1 组对工艺及其重要性 7.1.2 组对的精度 1.对口错边量 复合钢板的对口错边量b(见图4)不大于钢板覆层厚度的50%,且不大于2mm。 图4复合钢板A、B类焊接接头对口错边量 202311113
过程装备制造工艺 2023/11/3 1. 对口错边量 7.1 组对工艺及其重要性 7.1.2 组对的精度

7.1 组对工艺及其重要性 7.1.2 组对的精度 GB150.4-2011《压力容器》: 6.5.2在焊接接头环向、轴向形成 2.棱角 的棱角E,宜分别用弦长等于D6, 且不小于300mm的内样板(或外样 板)和直尺检查,其E值不得大于 (δs/10+2)mm,且不大于5mm。 样板 L=1/6D,且≥300mm L≥300mm 危害 E 外样板 1) 降低接头强度;使有效厚度减小, 造成附加应力。 内样板 2)影响外观、装配和流体阻力。 L=1/6D,且≥300mm 3)具有更大的应力集中
过程装备制造工艺 2023/11/3 2. 棱角 GB150.4-2011《压力容器》: 6.5.2 在焊接接头环向、轴向形成 的棱角E,宜分别用弦长等于Di /6, 且不小于300mm的内样板(或外样 板)和直尺检查,其E值不得大于 (δS /10 + 2 )mm,且不大于5mm。 内样板 E L =1/ 6Di且 300mm E 外样板 L =1/ 6Di且 300mm E L 300mm 样板 S 1)降低接头强度;使有效厚度减小, 造成附加应力。 2)影响外观、装配和流体阻力。 3)具有更大的应力集中。 危害 7.1.2 组对的精度 7.1 组对工艺及其重要性

2.棱角 6.5.2 在焊接接头环向、轴向形成的棱角E,宜分别用弦长等于D/6,且不小于300mm的内样板(或 外样板)和直尺检查(见图5、图6),其E值不得大于(8/10+2)mm,且不大于5mm。 1/6D:且不小于300mm 1/6D:且不小于300mm 样 图5焊接接头处的环向棱角 图6焊接接头处的轴向棱角 2023/111月
过程装备制造工艺 2023/11/3 2. 棱角