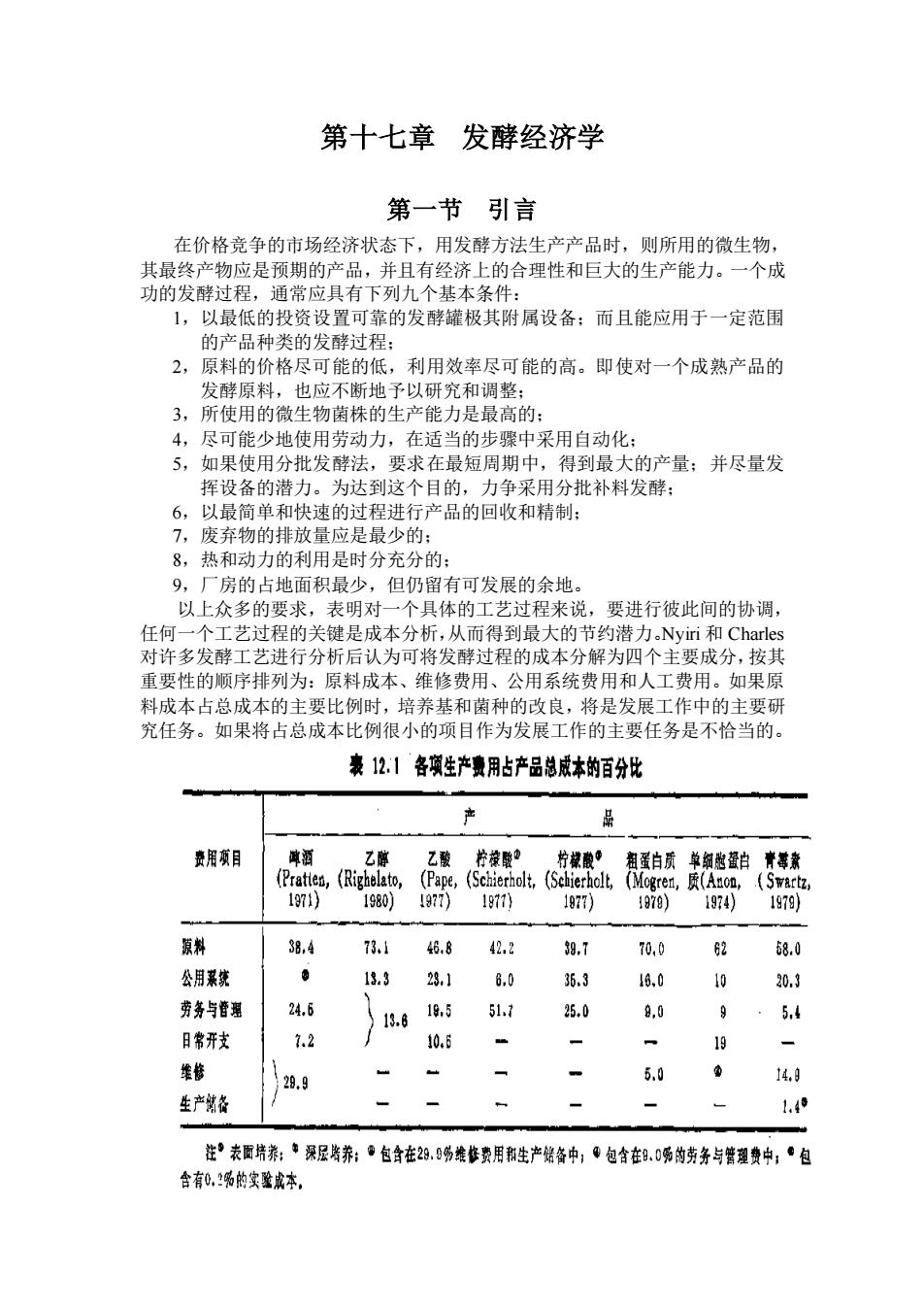
第十七章 发酵经济学 第一节 引言 在价格竞争的市场经济状态下,用发酵方法生产产品时,则所用的微生物, 其最终产物应是预期的产品,并且有经济上的合理性和巨大的生产能力。一个成 功的发酵过程,通常应具有下列九个基本条件: 1,以最低的投资设置可靠的发酵罐极其附属设备;而且能应用于一定范围 的产品种类的发酵过程; 2,原料的价格尽可能的低,利用效率尽可能的高。即使对一个成熟产品的 发酵原料,也应不断地予以研究和调整; 3,所使用的微生物菌株的生产能力是最高的; 4,尽可能少地使用劳动力,在适当的步骤中采用自动化; 5,如果使用分批发酵法,要求在最短周期中,得到最大的产量;并尽量发 挥设备的潜力。为达到这个目的,力争采用分批补料发酵; 6,以最简单和快速的过程进行产品的回收和精制; 7,废弃物的排放量应是最少的; 8,热和动力的利用是时分充分的; 9,厂房的占地面积最少,但仍留有可发展的余地。 以上众多的要求,表明对一个具体的工艺过程来说,要进行彼此间的协调, 任何一个工艺过程的关键是成本分析,从而得到最大的节约潜力。Nyiri 和 Charles 对许多发酵工艺进行分析后认为可将发酵过程的成本分解为四个主要成分,按其 重要性的顺序排列为:原料成本、维修费用、公用系统费用和人工费用。如果原 料成本占总成本的主要比例时,培养基和菌种的改良,将是发展工作中的主要研 究任务。如果将占总成本比例很小的项目作为发展工作的主要任务是不恰当的
第十七章 发酵经济学 第一节 引言 在价格竞争的市场经济状态下,用发酵方法生产产品时,则所用的微生物, 其最终产物应是预期的产品,并且有经济上的合理性和巨大的生产能力。一个成 功的发酵过程,通常应具有下列九个基本条件: 1,以最低的投资设置可靠的发酵罐极其附属设备;而且能应用于一定范围 的产品种类的发酵过程; 2,原料的价格尽可能的低,利用效率尽可能的高。即使对一个成熟产品的 发酵原料,也应不断地予以研究和调整; 3,所使用的微生物菌株的生产能力是最高的; 4,尽可能少地使用劳动力,在适当的步骤中采用自动化; 5,如果使用分批发酵法,要求在最短周期中,得到最大的产量;并尽量发 挥设备的潜力。为达到这个目的,力争采用分批补料发酵; 6,以最简单和快速的过程进行产品的回收和精制; 7,废弃物的排放量应是最少的; 8,热和动力的利用是时分充分的; 9,厂房的占地面积最少,但仍留有可发展的余地。 以上众多的要求,表明对一个具体的工艺过程来说,要进行彼此间的协调, 任何一个工艺过程的关键是成本分析,从而得到最大的节约潜力。Nyiri 和 Charles 对许多发酵工艺进行分析后认为可将发酵过程的成本分解为四个主要成分,按其 重要性的顺序排列为:原料成本、维修费用、公用系统费用和人工费用。如果原 料成本占总成本的主要比例时,培养基和菌种的改良,将是发展工作中的主要研 究任务。如果将占总成本比例很小的项目作为发展工作的主要任务是不恰当的
本章中所引用的成本,只代表发表时的情况,因为近年来,所有的价格都在 急剧上涨,而且增长的比例各不相同,所以难以据此表示现在的情况,所得的数 据只是个近似值。 考查某个发酵过程时,必需注意到投资成本和操作成本。它可以运用化学工 程成本原理进行计算,确切的发酵工业成本,几乎是不发表的。 政府的资助或课税,能决定许多发酵工业的生命力。例如当发酵工业在自由 经济中失去竞争力时,美国农业资助规划将谷物和马铃薯等以低价供应给发酵工 业,使它得以继续维持生产。1980 年,欧洲共同体将碳水化合物的价格调低到 只有产糖国所供应的糖蜜和甘蔗汁的价格一半。在战时,英国政府支持丁醇-丙 酮和青霉素生产计划,使得它们在获得经济上可行性以前就能进行生产。 第二节 分离有工业潜在价值的微生物 从各种不同来源,特别是土壤中分离重要的工业微生物,作了许多工作。遗 憾的是这些分离计划消耗了许多时间和十分昂贵的代价,似乎带有一定的冒险 性,尤其是筛选新抗生素。如 Pfizer 公司,为了要筛选一个广谱抗生素而花费了 1430000 英镑,结果只得到土霉素。Merck,Sharp 和 Dohme 研究所从一万株菌 株中,只获得一株有用的微生物,Eli Lilly 公司花了十年时间,从 40 万株微生 物中发现了三个新抗生素。 由于广泛地进行土壤筛选,已发现了大量能合成新抗生素的微生物群体,因 而从 1961 年以来的抗生素筛选的成本效益和发现新抗生素的可能性不断下降。 在美国,1961 年就已达到转折点时期。至少已经有一个美国制药公司停止了他 们的筛选计划,转而依赖日本的实验室的合同。这个政策上的变化,是由于日本 的工作者有系统地筛选所发现的新抗生素所需的时间,仅为美国工作者的 1/5 到 1/10。 Arima 查阅了在 1929-1966 年间所发现的新抗生素和在日本作为医疗用的新 抗生素目录后,发现其中有 40%是日本学者发现的。Yamada 曾报道在日本发现 了较多的抗生素,同时也表明日本的专家在进入 70 年代后,还继续发现新的、 有用的抗生素。有些公司与日本实验室建立合同关系。另一些公司仍然指挥他们 自己所拥有的具有广泛筛选基础的工作者,其工作重点则并不放在抗生素上。 对一个已知的微生物生产过程,有可能设计出一个筛选方法,使筛选具有专 一的目标,淘汰不合宜特性的菌株。这种类型的筛选,可以大幅度地提高投资效 益和生产能力。在单细胞蛋白质的生产研究中,以经济学的观点,筛选适宜的微 生物。Humphrey 等选育得一株嗜热放线菌(Thermoactinomyces),因为: 1,它的最适生长温度为 55℃,可以节省冷却费用; 2,在蛋白质中,甲硫氨酸含量较高,可以作为饲料蛋白质的添加剂; 3,菌体呈丝状,可以简化从发酵液中获得菌体的过滤技术。 Taylon和Senior曾报道ICI 公司选用一株嗜甲烷甲烷单毛杆菌(Methylophilus methylotrophus)作为单细胞蛋白质的生产菌株。因为: 1,它具有高度的同化甲醇作为碳源的能力; 2,生长速度快; 3,在连续培养时,遗传性稳定; 4,含有高营养价值的蛋白质,不含毒素和致病物质。 在酵母生产中的菌株筛选,Aunstrup 的目标是:
本章中所引用的成本,只代表发表时的情况,因为近年来,所有的价格都在 急剧上涨,而且增长的比例各不相同,所以难以据此表示现在的情况,所得的数 据只是个近似值。 考查某个发酵过程时,必需注意到投资成本和操作成本。它可以运用化学工 程成本原理进行计算,确切的发酵工业成本,几乎是不发表的。 政府的资助或课税,能决定许多发酵工业的生命力。例如当发酵工业在自由 经济中失去竞争力时,美国农业资助规划将谷物和马铃薯等以低价供应给发酵工 业,使它得以继续维持生产。1980 年,欧洲共同体将碳水化合物的价格调低到 只有产糖国所供应的糖蜜和甘蔗汁的价格一半。在战时,英国政府支持丁醇-丙 酮和青霉素生产计划,使得它们在获得经济上可行性以前就能进行生产。 第二节 分离有工业潜在价值的微生物 从各种不同来源,特别是土壤中分离重要的工业微生物,作了许多工作。遗 憾的是这些分离计划消耗了许多时间和十分昂贵的代价,似乎带有一定的冒险 性,尤其是筛选新抗生素。如 Pfizer 公司,为了要筛选一个广谱抗生素而花费了 1430000 英镑,结果只得到土霉素。Merck,Sharp 和 Dohme 研究所从一万株菌 株中,只获得一株有用的微生物,Eli Lilly 公司花了十年时间,从 40 万株微生 物中发现了三个新抗生素。 由于广泛地进行土壤筛选,已发现了大量能合成新抗生素的微生物群体,因 而从 1961 年以来的抗生素筛选的成本效益和发现新抗生素的可能性不断下降。 在美国,1961 年就已达到转折点时期。至少已经有一个美国制药公司停止了他 们的筛选计划,转而依赖日本的实验室的合同。这个政策上的变化,是由于日本 的工作者有系统地筛选所发现的新抗生素所需的时间,仅为美国工作者的 1/5 到 1/10。 Arima 查阅了在 1929-1966 年间所发现的新抗生素和在日本作为医疗用的新 抗生素目录后,发现其中有 40%是日本学者发现的。Yamada 曾报道在日本发现 了较多的抗生素,同时也表明日本的专家在进入 70 年代后,还继续发现新的、 有用的抗生素。有些公司与日本实验室建立合同关系。另一些公司仍然指挥他们 自己所拥有的具有广泛筛选基础的工作者,其工作重点则并不放在抗生素上。 对一个已知的微生物生产过程,有可能设计出一个筛选方法,使筛选具有专 一的目标,淘汰不合宜特性的菌株。这种类型的筛选,可以大幅度地提高投资效 益和生产能力。在单细胞蛋白质的生产研究中,以经济学的观点,筛选适宜的微 生物。Humphrey 等选育得一株嗜热放线菌(Thermoactinomyces),因为: 1,它的最适生长温度为 55℃,可以节省冷却费用; 2,在蛋白质中,甲硫氨酸含量较高,可以作为饲料蛋白质的添加剂; 3,菌体呈丝状,可以简化从发酵液中获得菌体的过滤技术。 Taylon和Senior曾报道ICI 公司选用一株嗜甲烷甲烷单毛杆菌(Methylophilus methylotrophus)作为单细胞蛋白质的生产菌株。因为: 1,它具有高度的同化甲醇作为碳源的能力; 2,生长速度快; 3,在连续培养时,遗传性稳定; 4,含有高营养价值的蛋白质,不含毒素和致病物质。 在酵母生产中的菌株筛选,Aunstrup 的目标是:
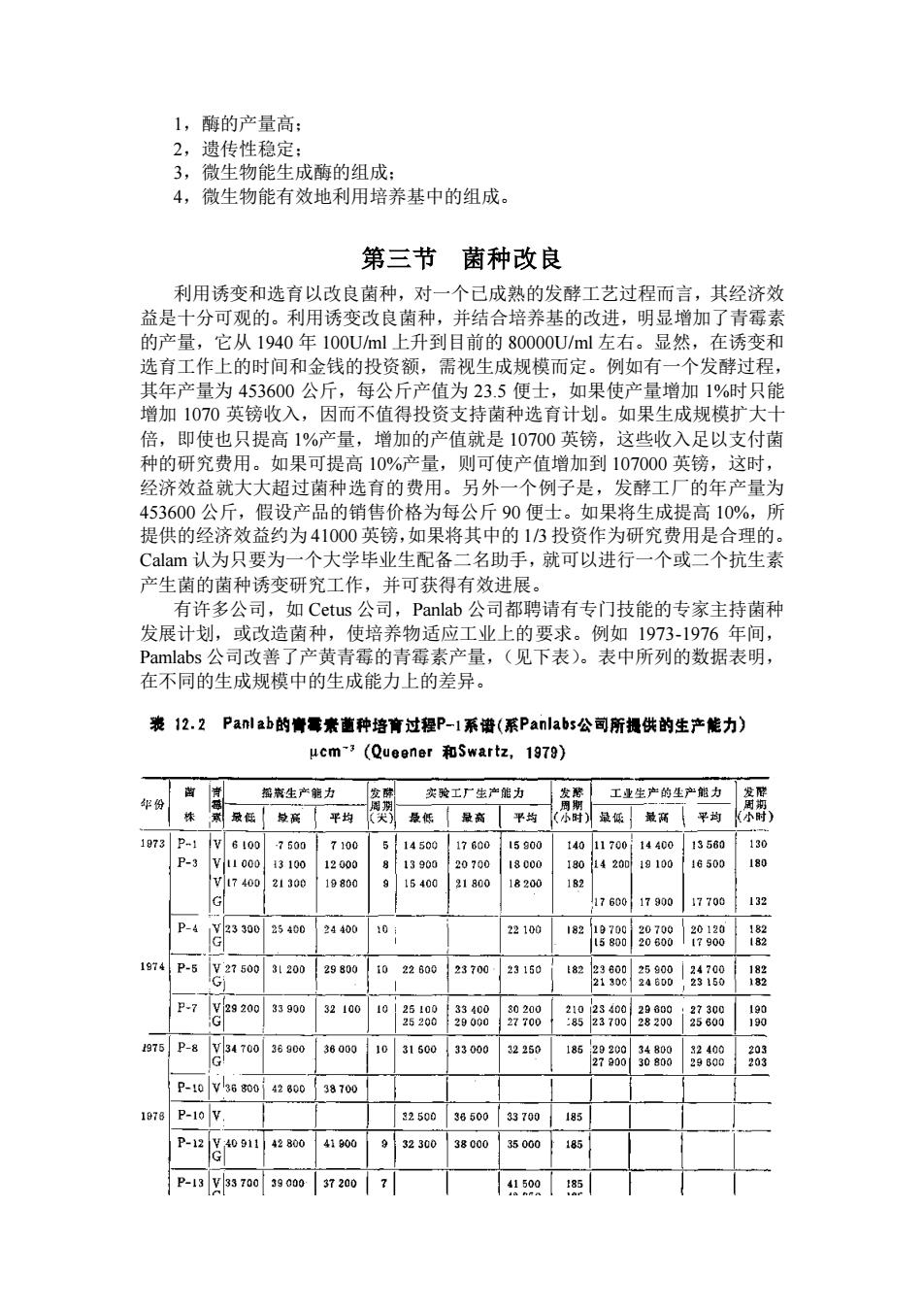
1,酶的产量高; 2,遗传性稳定; 3,微生物能生成酶的组成; 4,微生物能有效地利用培养基中的组成。 第三节 菌种改良 利用诱变和选育以改良菌种,对一个已成熟的发酵工艺过程而言,其经济效 益是十分可观的。利用诱变改良菌种,并结合培养基的改进,明显增加了青霉素 的产量,它从 1940 年 100U/ml 上升到目前的 80000U/ml 左右。显然,在诱变和 选育工作上的时间和金钱的投资额,需视生成规模而定。例如有一个发酵过程, 其年产量为 453600 公斤,每公斤产值为 23.5 便士,如果使产量增加 1%时只能 增加 1070 英镑收入,因而不值得投资支持菌种选育计划。如果生成规模扩大十 倍,即使也只提高 1%产量,增加的产值就是 10700 英镑,这些收入足以支付菌 种的研究费用。如果可提高 10%产量,则可使产值增加到 107000 英镑,这时, 经济效益就大大超过菌种选育的费用。另外一个例子是,发酵工厂的年产量为 453600 公斤,假设产品的销售价格为每公斤 90 便士。如果将生成提高 10%,所 提供的经济效益约为 41000 英镑,如果将其中的 1/3 投资作为研究费用是合理的。 Calam 认为只要为一个大学毕业生配备二名助手,就可以进行一个或二个抗生素 产生菌的菌种诱变研究工作,并可获得有效进展。 有许多公司,如 Cetus 公司,Panlab 公司都聘请有专门技能的专家主持菌种 发展计划,或改造菌种,使培养物适应工业上的要求。例如 1973-1976 年间, Pamlabs 公司改善了产黄青霉的青霉素产量,(见下表)。表中所列的数据表明, 在不同的生成规模中的生成能力上的差异
1,酶的产量高; 2,遗传性稳定; 3,微生物能生成酶的组成; 4,微生物能有效地利用培养基中的组成。 第三节 菌种改良 利用诱变和选育以改良菌种,对一个已成熟的发酵工艺过程而言,其经济效 益是十分可观的。利用诱变改良菌种,并结合培养基的改进,明显增加了青霉素 的产量,它从 1940 年 100U/ml 上升到目前的 80000U/ml 左右。显然,在诱变和 选育工作上的时间和金钱的投资额,需视生成规模而定。例如有一个发酵过程, 其年产量为 453600 公斤,每公斤产值为 23.5 便士,如果使产量增加 1%时只能 增加 1070 英镑收入,因而不值得投资支持菌种选育计划。如果生成规模扩大十 倍,即使也只提高 1%产量,增加的产值就是 10700 英镑,这些收入足以支付菌 种的研究费用。如果可提高 10%产量,则可使产值增加到 107000 英镑,这时, 经济效益就大大超过菌种选育的费用。另外一个例子是,发酵工厂的年产量为 453600 公斤,假设产品的销售价格为每公斤 90 便士。如果将生成提高 10%,所 提供的经济效益约为 41000 英镑,如果将其中的 1/3 投资作为研究费用是合理的。 Calam 认为只要为一个大学毕业生配备二名助手,就可以进行一个或二个抗生素 产生菌的菌种诱变研究工作,并可获得有效进展。 有许多公司,如 Cetus 公司,Panlab 公司都聘请有专门技能的专家主持菌种 发展计划,或改造菌种,使培养物适应工业上的要求。例如 1973-1976 年间, Pamlabs 公司改善了产黄青霉的青霉素产量,(见下表)。表中所列的数据表明, 在不同的生成规模中的生成能力上的差异
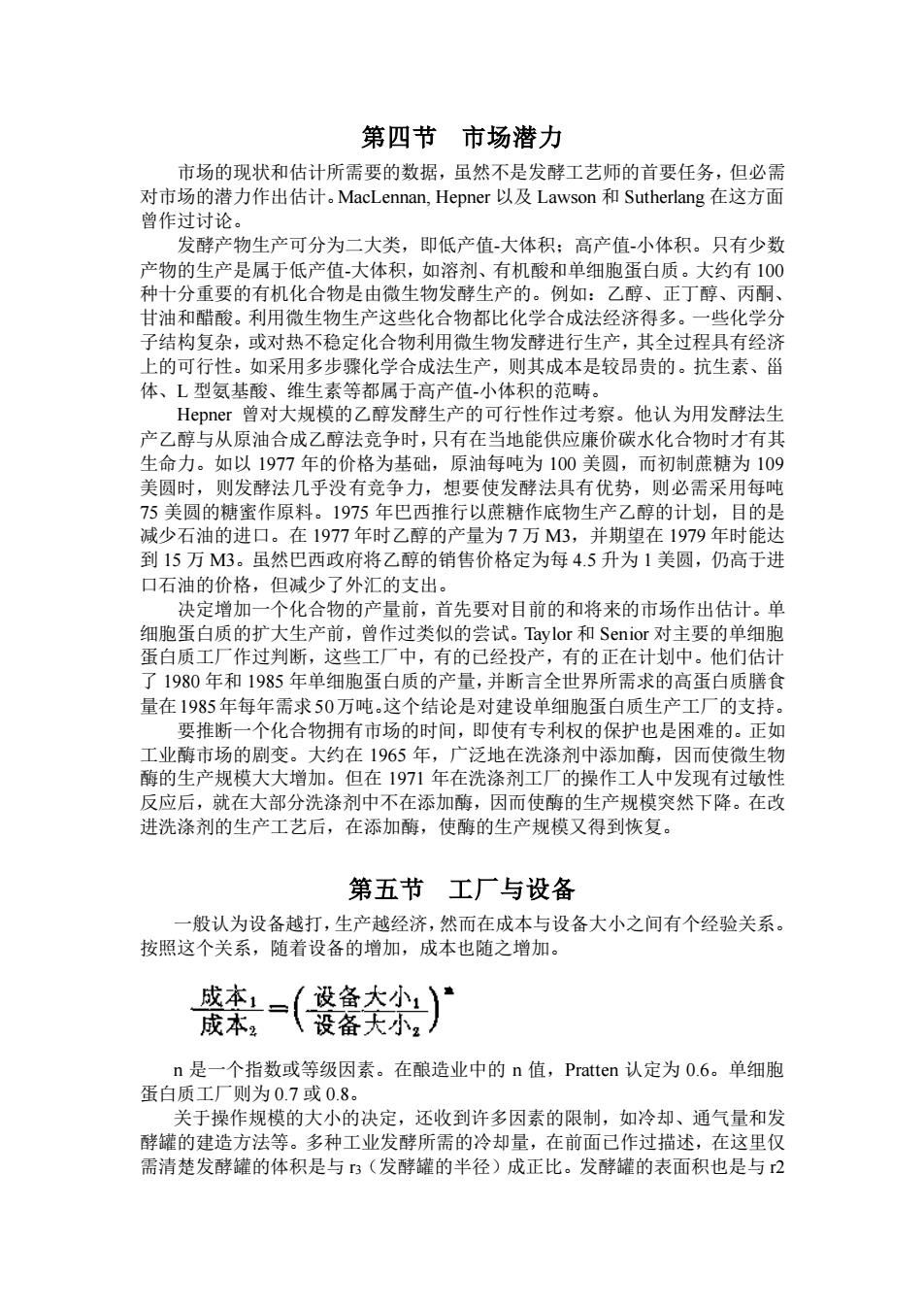
第四节 市场潜力 市场的现状和估计所需要的数据,虽然不是发酵工艺师的首要任务,但必需 对市场的潜力作出估计。MacLennan, Hepner 以及 Lawson 和 Sutherlang 在这方面 曾作过讨论。 发酵产物生产可分为二大类,即低产值-大体积;高产值-小体积。只有少数 产物的生产是属于低产值-大体积,如溶剂、有机酸和单细胞蛋白质。大约有 100 种十分重要的有机化合物是由微生物发酵生产的。例如:乙醇、正丁醇、丙酮、 甘油和醋酸。利用微生物生产这些化合物都比化学合成法经济得多。一些化学分 子结构复杂,或对热不稳定化合物利用微生物发酵进行生产,其全过程具有经济 上的可行性。如采用多步骤化学合成法生产,则其成本是较昂贵的。抗生素、甾 体、L 型氨基酸、维生素等都属于高产值-小体积的范畴。 Hepner 曾对大规模的乙醇发酵生产的可行性作过考察。他认为用发酵法生 产乙醇与从原油合成乙醇法竞争时,只有在当地能供应廉价碳水化合物时才有其 生命力。如以 1977 年的价格为基础,原油每吨为 100 美圆,而初制蔗糖为 109 美圆时,则发酵法几乎没有竞争力,想要使发酵法具有优势,则必需采用每吨 75 美圆的糖蜜作原料。1975 年巴西推行以蔗糖作底物生产乙醇的计划,目的是 减少石油的进口。在 1977 年时乙醇的产量为 7 万 M3,并期望在 1979 年时能达 到 15 万 M3。虽然巴西政府将乙醇的销售价格定为每 4.5 升为 1 美圆,仍高于进 口石油的价格,但减少了外汇的支出。 决定增加一个化合物的产量前,首先要对目前的和将来的市场作出估计。单 细胞蛋白质的扩大生产前,曾作过类似的尝试。Taylor 和 Senior 对主要的单细胞 蛋白质工厂作过判断,这些工厂中,有的已经投产,有的正在计划中。他们估计 了 1980 年和 1985 年单细胞蛋白质的产量,并断言全世界所需求的高蛋白质膳食 量在1985年每年需求50万吨。这个结论是对建设单细胞蛋白质生产工厂的支持。 要推断一个化合物拥有市场的时间,即使有专利权的保护也是困难的。正如 工业酶市场的剧变。大约在 1965 年,广泛地在洗涤剂中添加酶,因而使微生物 酶的生产规模大大增加。但在 1971 年在洗涤剂工厂的操作工人中发现有过敏性 反应后,就在大部分洗涤剂中不在添加酶,因而使酶的生产规模突然下降。在改 进洗涤剂的生产工艺后,在添加酶,使酶的生产规模又得到恢复。 第五节 工厂与设备 一般认为设备越打,生产越经济,然而在成本与设备大小之间有个经验关系。 按照这个关系,随着设备的增加,成本也随之增加。 n 是一个指数或等级因素。在酿造业中的 n 值,Pratten 认定为 0.6。单细胞 蛋白质工厂则为 0.7 或 0.8。 关于操作规模的大小的决定,还收到许多因素的限制,如冷却、通气量和发 酵罐的建造方法等。多种工业发酵所需的冷却量,在前面已作过描述,在这里仅 需清楚发酵罐的体积是与 r3(发酵罐的半径)成正比。发酵罐的表面积也是与 r2
第四节 市场潜力 市场的现状和估计所需要的数据,虽然不是发酵工艺师的首要任务,但必需 对市场的潜力作出估计。MacLennan, Hepner 以及 Lawson 和 Sutherlang 在这方面 曾作过讨论。 发酵产物生产可分为二大类,即低产值-大体积;高产值-小体积。只有少数 产物的生产是属于低产值-大体积,如溶剂、有机酸和单细胞蛋白质。大约有 100 种十分重要的有机化合物是由微生物发酵生产的。例如:乙醇、正丁醇、丙酮、 甘油和醋酸。利用微生物生产这些化合物都比化学合成法经济得多。一些化学分 子结构复杂,或对热不稳定化合物利用微生物发酵进行生产,其全过程具有经济 上的可行性。如采用多步骤化学合成法生产,则其成本是较昂贵的。抗生素、甾 体、L 型氨基酸、维生素等都属于高产值-小体积的范畴。 Hepner 曾对大规模的乙醇发酵生产的可行性作过考察。他认为用发酵法生 产乙醇与从原油合成乙醇法竞争时,只有在当地能供应廉价碳水化合物时才有其 生命力。如以 1977 年的价格为基础,原油每吨为 100 美圆,而初制蔗糖为 109 美圆时,则发酵法几乎没有竞争力,想要使发酵法具有优势,则必需采用每吨 75 美圆的糖蜜作原料。1975 年巴西推行以蔗糖作底物生产乙醇的计划,目的是 减少石油的进口。在 1977 年时乙醇的产量为 7 万 M3,并期望在 1979 年时能达 到 15 万 M3。虽然巴西政府将乙醇的销售价格定为每 4.5 升为 1 美圆,仍高于进 口石油的价格,但减少了外汇的支出。 决定增加一个化合物的产量前,首先要对目前的和将来的市场作出估计。单 细胞蛋白质的扩大生产前,曾作过类似的尝试。Taylor 和 Senior 对主要的单细胞 蛋白质工厂作过判断,这些工厂中,有的已经投产,有的正在计划中。他们估计 了 1980 年和 1985 年单细胞蛋白质的产量,并断言全世界所需求的高蛋白质膳食 量在1985年每年需求50万吨。这个结论是对建设单细胞蛋白质生产工厂的支持。 要推断一个化合物拥有市场的时间,即使有专利权的保护也是困难的。正如 工业酶市场的剧变。大约在 1965 年,广泛地在洗涤剂中添加酶,因而使微生物 酶的生产规模大大增加。但在 1971 年在洗涤剂工厂的操作工人中发现有过敏性 反应后,就在大部分洗涤剂中不在添加酶,因而使酶的生产规模突然下降。在改 进洗涤剂的生产工艺后,在添加酶,使酶的生产规模又得到恢复。 第五节 工厂与设备 一般认为设备越打,生产越经济,然而在成本与设备大小之间有个经验关系。 按照这个关系,随着设备的增加,成本也随之增加。 n 是一个指数或等级因素。在酿造业中的 n 值,Pratten 认定为 0.6。单细胞 蛋白质工厂则为 0.7 或 0.8。 关于操作规模的大小的决定,还收到许多因素的限制,如冷却、通气量和发 酵罐的建造方法等。多种工业发酵所需的冷却量,在前面已作过描述,在这里仅 需清楚发酵罐的体积是与 r3(发酵罐的半径)成正比。发酵罐的表面积也是与 r2
成比例。因此,放大容器,势必降低表面积对容积的比值,因而降低发酵罐的夹 套冷却效率。所以,当发酵罐容积超过一定值以后,就难以利用其表面积作充分 的热交换以保持恒温培养。除非利用内蛇管或外循环热交换器增加冷却能力。添 置这类设施,必定会增加成本,或干扰发酵罐内的搅拌效果。另一方法是更换生 产菌株,它是能适应较高温度发酵的。发酵过程对氧的需求,限制了发酵罐无限 地放大。在醋酸生产中,有效的通气是极度重要的。在 1977 年最大的醋酸生产 罐容积是 50M3。 定制一个发酵罐的容积上限,还受到运输的限制。一个很大的容器一般都是 就地装配制造。许多国家在对道路运输时所允许的物件最大尺寸都有规定。在 1979 年 ICI 公司第一个供单细胞蛋白质生产用发酵罐的容积为 1500M3,高 80M, 价值 60 万英镑。它是在法国制造后,在 Tees 河上用驳船拖驳,大大缩短了陆地 运输距离。这是当时所运输的最大的组装好的发酵罐。 在酿造业中,所采用圆柱形-圆锥体的容器时,其容积如大于 108M3 时,就 失去了经济上的优越性,虽然至今仍在使用 360M3 发酵罐。在另外一些酿造厂 中,则采用许多个较小的容器以应付不同的啤酒品种的需求变化。 发酵罐是为了某一特定的用途而设计的,如供单细胞蛋白质生产用的发酵 罐,要具有十分有效的氧传递能力,而且是非常规的、尽可能简单的,因而也影 响到基本建设投资费用和操作成本。Schugerl 曾对用甲醇作为底物、年产量为 10 万吨的单细胞蛋白质的生产工厂作过考察。在这样的工厂中,基本建设投资费用 只占生产成本的 20%。发酒疯的费用占基本建设投资的 20-25%。其中罐体占 5-10%,通气搅拌占 5-10%,冷却附件占 10-15%。能源、水、压缩空气和其他辅 助费用估计为生产成本 10%以上。虽然发酵罐基本建设费用只占生产成本 4-5%, 而操作成本占 10%,所以发酵罐的造型只影响生产总成本 15%。如采用塔式发 酵罐,其主要优点是节约操作成本,这是由于省略了机械搅拌,减少了冷却水的 耗用量而节省了电力和冷却水费用。 Whitaker, Humphrey, Mateles, Rolz 以及 Nyiri 和 Charles 曾对发酵工厂中的设 备投资的明细项目作了讨论。其中大部分数据可供设计时应用。对一些设备成本 的分解举例见下表
成比例。因此,放大容器,势必降低表面积对容积的比值,因而降低发酵罐的夹 套冷却效率。所以,当发酵罐容积超过一定值以后,就难以利用其表面积作充分 的热交换以保持恒温培养。除非利用内蛇管或外循环热交换器增加冷却能力。添 置这类设施,必定会增加成本,或干扰发酵罐内的搅拌效果。另一方法是更换生 产菌株,它是能适应较高温度发酵的。发酵过程对氧的需求,限制了发酵罐无限 地放大。在醋酸生产中,有效的通气是极度重要的。在 1977 年最大的醋酸生产 罐容积是 50M3。 定制一个发酵罐的容积上限,还受到运输的限制。一个很大的容器一般都是 就地装配制造。许多国家在对道路运输时所允许的物件最大尺寸都有规定。在 1979 年 ICI 公司第一个供单细胞蛋白质生产用发酵罐的容积为 1500M3,高 80M, 价值 60 万英镑。它是在法国制造后,在 Tees 河上用驳船拖驳,大大缩短了陆地 运输距离。这是当时所运输的最大的组装好的发酵罐。 在酿造业中,所采用圆柱形-圆锥体的容器时,其容积如大于 108M3 时,就 失去了经济上的优越性,虽然至今仍在使用 360M3 发酵罐。在另外一些酿造厂 中,则采用许多个较小的容器以应付不同的啤酒品种的需求变化。 发酵罐是为了某一特定的用途而设计的,如供单细胞蛋白质生产用的发酵 罐,要具有十分有效的氧传递能力,而且是非常规的、尽可能简单的,因而也影 响到基本建设投资费用和操作成本。Schugerl 曾对用甲醇作为底物、年产量为 10 万吨的单细胞蛋白质的生产工厂作过考察。在这样的工厂中,基本建设投资费用 只占生产成本的 20%。发酒疯的费用占基本建设投资的 20-25%。其中罐体占 5-10%,通气搅拌占 5-10%,冷却附件占 10-15%。能源、水、压缩空气和其他辅 助费用估计为生产成本 10%以上。虽然发酵罐基本建设费用只占生产成本 4-5%, 而操作成本占 10%,所以发酵罐的造型只影响生产总成本 15%。如采用塔式发 酵罐,其主要优点是节约操作成本,这是由于省略了机械搅拌,减少了冷却水的 耗用量而节省了电力和冷却水费用。 Whitaker, Humphrey, Mateles, Rolz 以及 Nyiri 和 Charles 曾对发酵工厂中的设 备投资的明细项目作了讨论。其中大部分数据可供设计时应用。对一些设备成本 的分解举例见下表