这类给袋式袋装机完成的袋装产品,可以是三面封口式、 四面封口式自立袋,制袋用的材料主要是塑料薄膜与其它材料 的复合材料。对于单层薄膜的袋,因取袋、供袋的困难而不能 应用。 综上所述,袋装机的机型较多,它们虽有外在差别,又有内在 的联系,为便于研究,可对袋装机分类如下: 按包装袋来源分:制袋式袋装机、给袋式袋装机。 按总体布局分:立式或卧式袋装机。 按运动形式分:连续或间歇运动的袋装机、直移或回转式 袋装机
这类给袋式袋装机完成的袋装产品,可以是三面封口式、 四面封口式自立袋,制袋用的材料主要是塑料薄膜与其它材料 的复合材料。对于单层薄膜的袋,因取袋、供袋的困难而不能 应用。 综上所述,袋装机的机型较多,它们虽有外在差别,又有内在 的联系,为便于研究,可对袋装机分类如下: 按包装袋来源分:制袋式袋装机、给袋式袋装机。 按总体布局分:立式或卧式袋装机。 按运动形式分:连续或间歇运动的袋装机、直移或回转式 袋装机

自动化程度较高的装袋机上,经常使用卷筒包装材料,一面由 制袋成型器制袋,一面进行充填包装。成型器是一个关键另件,对 包装形式、袋的尺寸及产品包装质量等有直接影响。 一、常用的制袋成型器形式及特点 常用的成型器有翻领成型器、象鼻成型器、三角成型器和U 型成型器等。如图3.15所示,在结构、性能上大体有如下一些特 点: 1.翻领成型器:如图3.15(a)所示平张薄膜拉过该成形器后就成 搭接或对接圆筒状。在常用的几种成型器中,它的成形阻力较大, 易使薄膜产生变形,使之发皱或撕裂,故对塑料薄膜适应性差,而对 复合膜适应性较好,它常用于立式枕型制袋包装机上,包装粉状、 颗料状物料。每种规格的成型器只能成型一种规格的袋宽,当袋 宽规格发生变化时,就要更换相应尺寸的成型器。而且,成型器的 设计、制造及调试都较复杂。 第二节 制袋成型器的设计计算
自动化程度较高的装袋机上,经常使用卷筒包装材料,一面由 制袋成型器制袋,一面进行充填包装。成型器是一个关键另件,对 包装形式、袋的尺寸及产品包装质量等有直接影响。 一、常用的制袋成型器形式及特点 常用的成型器有翻领成型器、象鼻成型器、三角成型器和U 型成型器等。如图3.15所示,在结构、性能上大体有如下一些特 点: 1.翻领成型器:如图3.15(a)所示平张薄膜拉过该成形器后就成 搭接或对接圆筒状。在常用的几种成型器中,它的成形阻力较大, 易使薄膜产生变形,使之发皱或撕裂,故对塑料薄膜适应性差,而对 复合膜适应性较好,它常用于立式枕型制袋包装机上,包装粉状、 颗料状物料。每种规格的成型器只能成型一种规格的袋宽,当袋 宽规格发生变化时,就要更换相应尺寸的成型器。而且,成型器的 设计、制造及调试都较复杂。 第二节 制袋成型器的设计计算
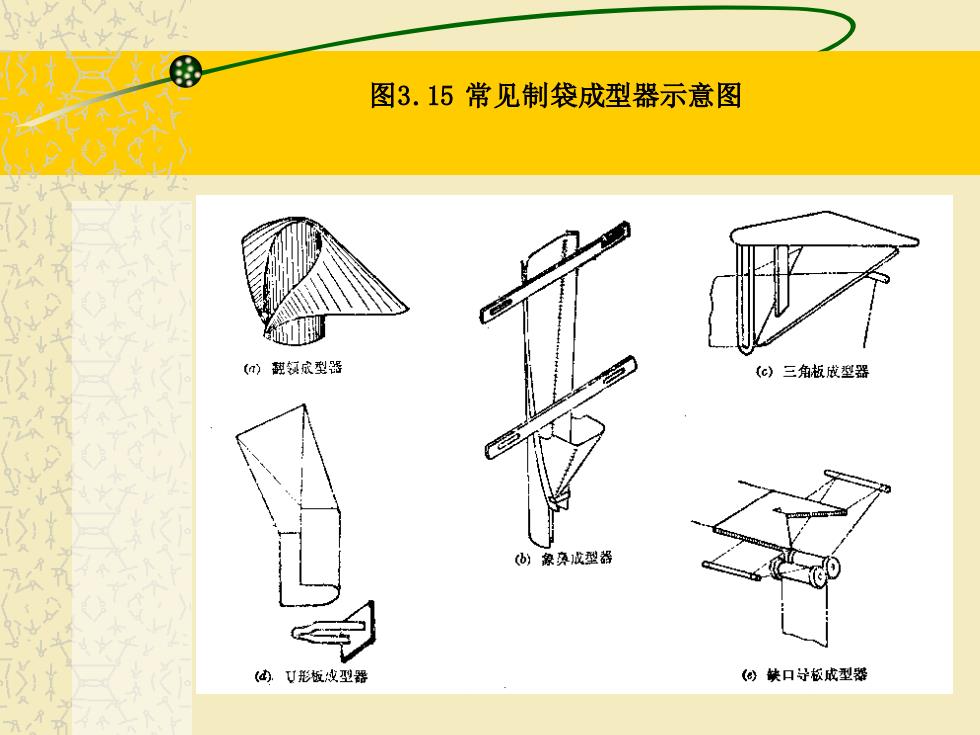
图3.15 常见制袋成型器示意图
图3.15 常见制袋成型器示意图
2.三角成型器:如图3.15(b)所示,它由等腰锐角三角形板与平 行导辊一起联结在基板上而成的。它是最简单的一种成型器,它 具有一定的通用性,即能适应袋子的尺寸变化较大的需要,此时只 要调节基板的上下位置即可。故此种成形器的适用范围广泛,不 论立式、卧式、间歇运动或连续运动的三面、四面制袋包装机 上都有应用。 3.象鼻成型器:如图3.15(c)所示,该成型器类似象鼻的形状, 平张薄膜拉过该成型器时,薄膜变化较平缓,故成型的阻力比翻 领成型器的阻力小,适用于塑料单膜的成型,它常用于立式连续 三面封口制袋包装机及枕式对接制袋包装机上。但是,对制造同 一尺寸的枕形袋所需对应的成型器,象鼻成形器的结构尺寸比翻 领式结构尺寸大,薄膜也易于跑偏,同样,该成型器只能成型同一 宽度的袋形。 4.U形成型器:如图3.15(d)所示,它是在三角形成器基础上 改装而成的,薄膜在卷曲成型中受力状态比三角成型器好,其适 应范围与三角形成型器一样,但其结构比较复杂
2.三角成型器:如图3.15(b)所示,它由等腰锐角三角形板与平 行导辊一起联结在基板上而成的。它是最简单的一种成型器,它 具有一定的通用性,即能适应袋子的尺寸变化较大的需要,此时只 要调节基板的上下位置即可。故此种成形器的适用范围广泛,不 论立式、卧式、间歇运动或连续运动的三面、四面制袋包装机 上都有应用。 3.象鼻成型器:如图3.15(c)所示,该成型器类似象鼻的形状, 平张薄膜拉过该成型器时,薄膜变化较平缓,故成型的阻力比翻 领成型器的阻力小,适用于塑料单膜的成型,它常用于立式连续 三面封口制袋包装机及枕式对接制袋包装机上。但是,对制造同 一尺寸的枕形袋所需对应的成型器,象鼻成形器的结构尺寸比翻 领式结构尺寸大,薄膜也易于跑偏,同样,该成型器只能成型同一 宽度的袋形。 4.U形成型器:如图3.15(d)所示,它是在三角形成器基础上 改装而成的,薄膜在卷曲成型中受力状态比三角成型器好,其适 应范围与三角形成型器一样,但其结构比较复杂
5.直角缺口导板成型器:如图3.15(e)所示,它由缺口导板、导 辊和双边纵封辊组成,成型器本身能将平张薄膜对开后又能自动 对折封口呈圆筒形,常应用在立式连续联合包装机上。 从三角形、U型及象鼻成型器可见,它们的共同特点是利用 成型器外表面形状的变化而将平张薄膜折成对折或近似对折的形 状,在平张薄膜逐渐变成对折状态的过程中,被一个个三角形图形 所分割,下面就从这些三角形图形入手来研究其设计的一般方法。 二、制袋成型器的设计 1.三角形成型器 三角形成型器使平张薄膜对折成型的过程如图3.16所示。 设薄膜的宽度为2a,对折后的空袋高度为a(立式机为空袋宽 度),三角形板与水平面间的倾斜角即安装角为α,三角板的顶 角为2β,薄膜在三角形板上翻折的这一区段长为b,若不计三角形 板的厚度,假定薄膜在对折后两膜间贴得很紧,则: 在直角三角形DEC中,DE=a,DC=b,所以有:
5.直角缺口导板成型器:如图3.15(e)所示,它由缺口导板、导 辊和双边纵封辊组成,成型器本身能将平张薄膜对开后又能自动 对折封口呈圆筒形,常应用在立式连续联合包装机上。 从三角形、U型及象鼻成型器可见,它们的共同特点是利用 成型器外表面形状的变化而将平张薄膜折成对折或近似对折的形 状,在平张薄膜逐渐变成对折状态的过程中,被一个个三角形图形 所分割,下面就从这些三角形图形入手来研究其设计的一般方法。 二、制袋成型器的设计 1.三角形成型器 三角形成型器使平张薄膜对折成型的过程如图3.16所示。 设薄膜的宽度为2a,对折后的空袋高度为a(立式机为空袋宽 度),三角形板与水平面间的倾斜角即安装角为α,三角板的顶 角为2β,薄膜在三角形板上翻折的这一区段长为b,若不计三角形 板的厚度,假定薄膜在对折后两膜间贴得很紧,则: 在直角三角形DEC中,DE=a,DC=b,所以有: