
第5室 域想装春制遵云老 5.2 化工设备的生产质量保证体系 5.2.3 材料控制系统 不合格晶处理 验收报告 审批 库 标签登帐 标记移植确 料 钢材 焊村 外协件 采 划 签收保管 外购件 复 试验 报告 材料代用 申请 审批 2023/1113
过程装备制造工艺 2023/11/3 第 5章 5.2 化工设备的生产质量保证体系 5.2.3 材料控制系统 钢材 焊材 外协件 外购件 计 划 采 购 签 收 保 管 验 收 报 告 复 验 审 批 试验 报告 入 库 标 签 登 帐 标 记 移 植 确 认 下 料 不合格品处理 材料代用 申 请 审 批
第5京 5.2 化工设备的生产质量保证体系 5.2.4 焊接控制系统 焊接质量要求选择的流程图(GBT12467.1) 合同中的焊接质量要求 无 无下一步行动 有 GB/T9001或GBT9002是否适用 是 否 使用GB/T12467.2 达成协议的焊接质量要求 完整的 般的 基本的 GB/T12467.2 GB/T12467.3 GBT12467.4 选择相应的要素 23图 符合质量体系的焊接要求
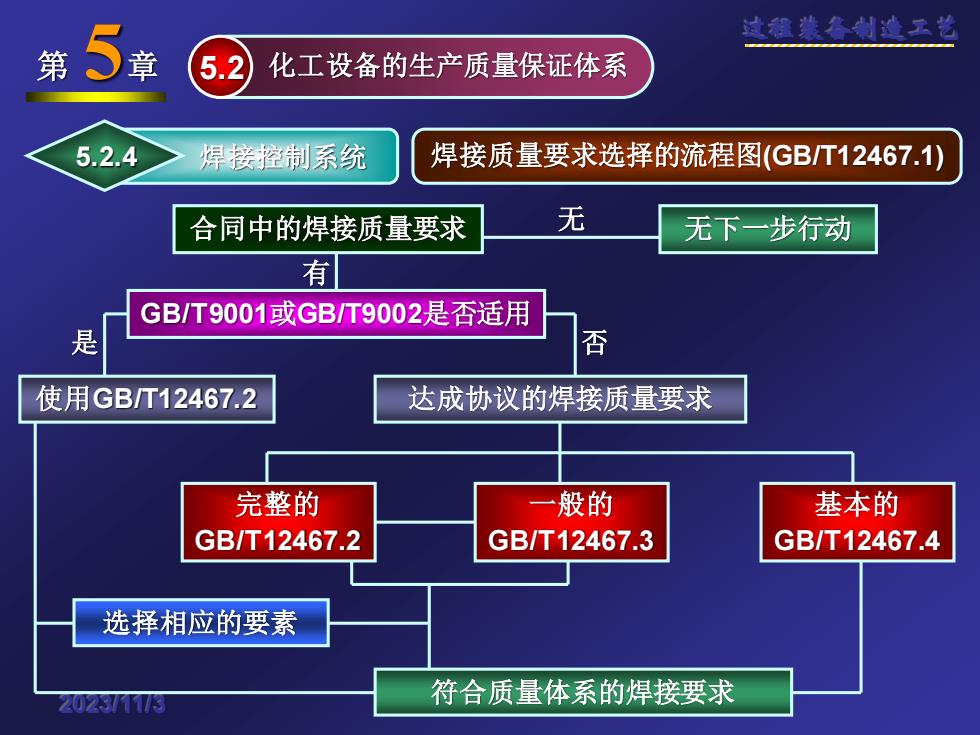
过程装备制造工艺 2023/11/3 第 5章 5.2 化工设备的生产质量保证体系 5.2.4 焊接控制系统 焊接质量要求选择的流程图(GB/T12467.1) 合同中的焊接质量要求 无 无下一步行动 GB/T9001或GB/T9002是否适用 使用GB/T12467.2 达成协议的焊接质量要求 有 是 否 完整的 GB/T12467.2 一般的 GB/T12467.3 基本的 GB/T12467.4 选择相应的要素 符合质量体系的焊接要求

第5 域鼠装春制造云卷 5.2 化工设备的生产质量保证体系 5.2.5 检验控制系统 1)产品合格证 制造厂应按设计图样严格检验, 2) 容器特性 并向用户提供下列文件。 3)主要零部件材料的 化学成分和力学性能 1.竣工图样(如在原蓝图上 修改,须有修改人、技术审 4)容器热处理状态 核人确认标记)。 与禁焊等特殊说明 5)无损检测结果 2.压力容器产品安全 质量监督检验证书。 6) 焊接质量检查结果 7)压力试验和气密试验结果 3.产品质量证明书。 2029/111/屋 8)与设计图样不符项目
过程装备制造工艺 2023/11/3 第 5章 5.2 化工设备的生产质量保证体系 5.2.5 检验控制系统 3. 产品质量证明书。 1)产品合格证 2)容器特性 3)主要零部件材料的 化学成分和力学性能 4)容器热处理状态 与禁焊等特殊说明 5)无损检测结果 6)焊接质量检查结果 7)压力试验和气密试验结果 8)与设计图样不符项目 2. 压力容器产品安全 质量监督检验证书。 1. 竣工图样(如在原蓝图上 修改,须有修改人、技术审 核人确认标记)。 制造厂应按设计图样严格检验, 并向用户提供下列文件

第5章 道焦装春剑地系兰 5.2 化工设备的生产质量保证体系 5.2.6 监察控制系统 1) 设计单位资格 2) 压力容器类别划分 1.图样审察 3) 制造和检验标准 1)材质证明书 复验报告 4)无损检测标准 2.材料监察 2)标记移植 1) 焊接工艺评定 2)产晶焊接试板 3)材料代用 3)产品焊接试板性能报告 3.焊接监察 4)焊工资格和钢印 5)焊缝超次返修 2023/111/3
过程装备制造工艺 2023/11/3 第 5章 5.2 化工设备的生产质量保证体系 5.2.6 监察控制系统 3. 焊接监察 1)焊接工艺评定 2)产品焊接试板 3)产品焊接试板性能报告 4)焊工资格和钢印 5)焊缝超次返修 2. 材料监察 1)材质证明书、 复验报告 2)标记移植 3)材料代用 1)设计单位资格 2)压力容器类别划分 3)制造和检验标准 4)无损检测标准 1. 图样审察 3. 焊接监察 1)焊接工艺评定 2)产品焊接试板 3)产品焊接试板性能报告 4)焊工资格和钢印 5)焊缝超次返修

第5 域想装春制遵系卷 5.2 化工设备的生产质量保证体系 5.2.6 监察控制系统 1) 焊接接头表面质量 2)母材表面质量 4.外观和几何尺寸监察 3)焊缝棱角度 5.无损检测监察 4)对口错边量 5)简体直线度 1) 无损检测报告 6)最大与最小内径差 7)焊缝布置,坡口 2 射线探伤底片 8)封头形状偏差 2023/111月
过程装备制造工艺 2023/11/3 第 5章 5.2 化工设备的生产质量保证体系 5.2.6 监察控制系统 3)焊缝棱角度 4)对口错边量 5)筒体直线度 6)最大与最小内径差 7)焊缝布置,坡口 8)封头形状偏差 4. 外观和几何尺寸监察 1)焊接接头表面质量 2)母材表面质量 5. 无损检测监察 1)无损检测报告 2)射线探伤底片