第一节工件的装夹一、工件的装夹定位:在机床上加工工件时,为使工件在该工序所加工表面能达到规定的尺寸与形位公差要求,在开动机床进行加工之前,必须首先将工件放在机床上或夹具中,使它在夹紧之前就相对于机床占有某一正确的位置,此过程称为定位
第一节 工件的装夹 定位:在机床上加工工件时,为使工件 在该工序所加工表面能达到规定的尺寸与形 位公差要求,在开动机床进行加工之前,必 须首先将工件放在机床上或夹具中,使它在 夹紧之前就相对于机床占有某一正确的位 置,此过程称为定位。 一、工件的装夹
夹紧:工件在定位之后还不一定能承受外力的作用,为了使工件在加工过程中。总能保持其正确位置,还必须把它压紧,此过程称为夹紧。工件的装夹过程就是定位过程和夹紧过程的综合。定位的任务:使工件相对于机床占有某一正确的位置
夹紧:工件在定位之后还不一定能承受 外力的作用,为了使工件在加工过程中。总 能保持其正确位置,还必须把它压紧,此过 程称为夹紧。 工件的装夹过程就是定位过程和夹紧过 程的综合。 定位的任务:使工件相对于机床占有某 一正确的位置
夹紧的任务:是保持工件的定位位置不变。定位过程与夹紧过程都可能使工件偏离所要求的正确位置而产生定位误差与夹紧误差。装夹误差:定位误差与夹紧误差之和
夹紧的任务:是保持工件的定位位置不 变。 定位过程与夹紧过程都可能使工件偏离 所要求的正确位置而产生定位误差与夹紧误 差。 装夹误差:定位误差与夹紧误差之和
二、工件的定位物体在空间具有六个自由度,即沿三个坐标轴的移动和绕三个坐标轴的转动,如果完全限制了物体的这六个自由度,则物体在空间的位置就完全确定了。工件的定位应使工件在空间相对于机床占有某一正确的位置,这个正确位置是根据工件的加工要求确定的
二、工件的定位 物体在空间具有六个自由度,即沿三个 坐标轴的移动和绕三个坐标轴的转动,如果 完全限制了物体的这六个自由度,则物体在 空间的位置就完全确定了。 工件的定位应使工件在空间相对于机床 占有某一正确的位置,这个正确位置是根据 工件的加工要求确定的
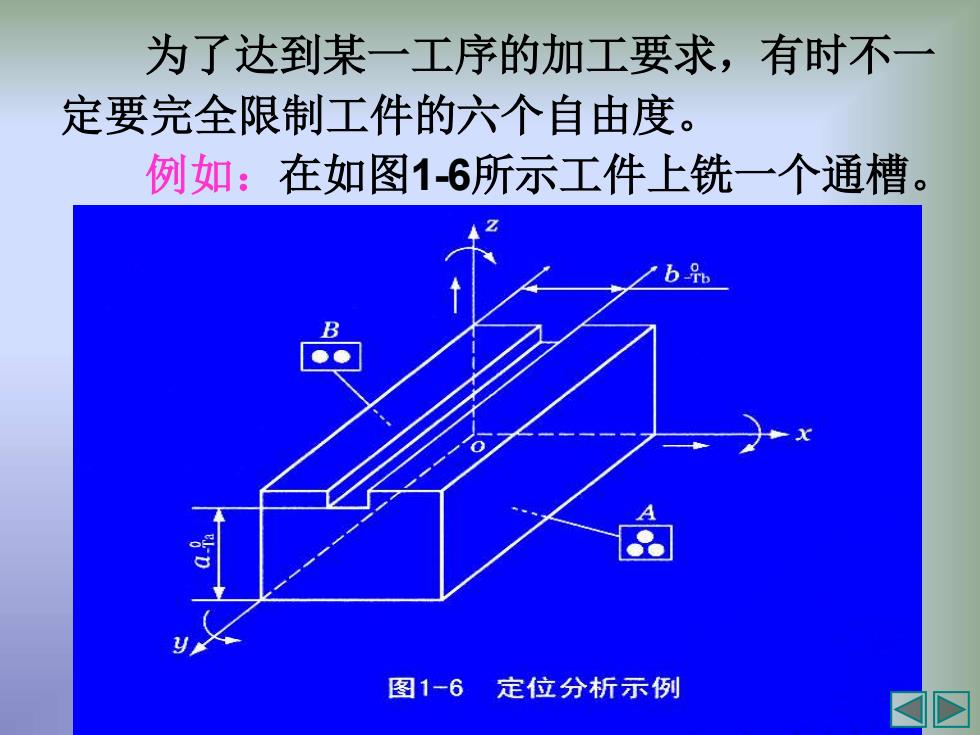
为了达到某一工序的加工要求,有时不一定要完全限制工件的六个自由度。例如:在如图1-6所示工件上铣一个通槽。图1一6定位分析示例
为了达到某一工序的加工要求,有时不一 定要完全限制工件的六个自由度。 例如:在如图1-6所示工件上铣一个通槽