总之,对于工序的集中和分散,应根据生产线的特点 全面综合地进行分析比较,力求合理,方案最佳。 3.平衡工序的节拍 平衡工序的节拍是制定包装自动生产线工艺方案的重 要问题之一。各台包装机具有良好的同步性,对于保证包 装自动生产线连续协调地生产非常重要。平衡节拍时,反 对压抑先进,迁就落后的平衡办法。具体采取如下措施: (1)将包装工艺过程细分成简单工序,再按工艺的集中、分 散原则和节拍的平衡,组合为一定数量的合理工序。 (2)受条件限制,不能使工序节拍趋于一致时,则尽可能 使其成倍数,利用若干台包装机并联达到同步的目的
总之,对于工序的集中和分散,应根据生产线的特点 全面综合地进行分析比较,力求合理,方案最佳。 3.平衡工序的节拍 平衡工序的节拍是制定包装自动生产线工艺方案的重 要问题之一。各台包装机具有良好的同步性,对于保证包 装自动生产线连续协调地生产非常重要。平衡节拍时,反 对压抑先进,迁就落后的平衡办法。具体采取如下措施: (1)将包装工艺过程细分成简单工序,再按工艺的集中、分 散原则和节拍的平衡,组合为一定数量的合理工序。 (2)受条件限制,不能使工序节拍趋于一致时,则尽可能 使其成倍数,利用若干台包装机并联达到同步的目的
(3)采用新技术,改进工艺,从根本上消除影响生产率的 工序等薄弱环节。 总之,工艺方案的选择是一个非常复杂的问题,必须 从产品包装质量、生产、成本、可靠性、劳动条件和环 境保护等诸方面综合考虑。所制定的包装工艺方案应是 先进、可靠和切实可行; 在保证包装质量的前提下,力 求提高生产率; 同时,应使生产线结构简单,噪声低, 便于操作、维修等。在制定包装工艺方案时,一般应同 时拟定几个不同方案,进行分析对比,在进行必要的试验 之后,适当修改和综合,最后确定。应当指出,工艺方 案的合理性并非一成不变,它应随着生产的发展和条件的 变化而发生变化。 二、绘制工艺原理图 在选择和确定了包装工艺方案之后,就应着手绘制工 艺原理图。包装自动生产的工艺原理图只需给出各单机
(3)采用新技术,改进工艺,从根本上消除影响生产率的 工序等薄弱环节。 总之,工艺方案的选择是一个非常复杂的问题,必须 从产品包装质量、生产、成本、可靠性、劳动条件和环 境保护等诸方面综合考虑。所制定的包装工艺方案应是 先进、可靠和切实可行; 在保证包装质量的前提下,力 求提高生产率; 同时,应使生产线结构简单,噪声低, 便于操作、维修等。在制定包装工艺方案时,一般应同 时拟定几个不同方案,进行分析对比,在进行必要的试验 之后,适当修改和综合,最后确定。应当指出,工艺方 案的合理性并非一成不变,它应随着生产的发展和条件的 变化而发生变化。 二、绘制工艺原理图 在选择和确定了包装工艺方案之后,就应着手绘制工 艺原理图。包装自动生产的工艺原理图只需给出各单机
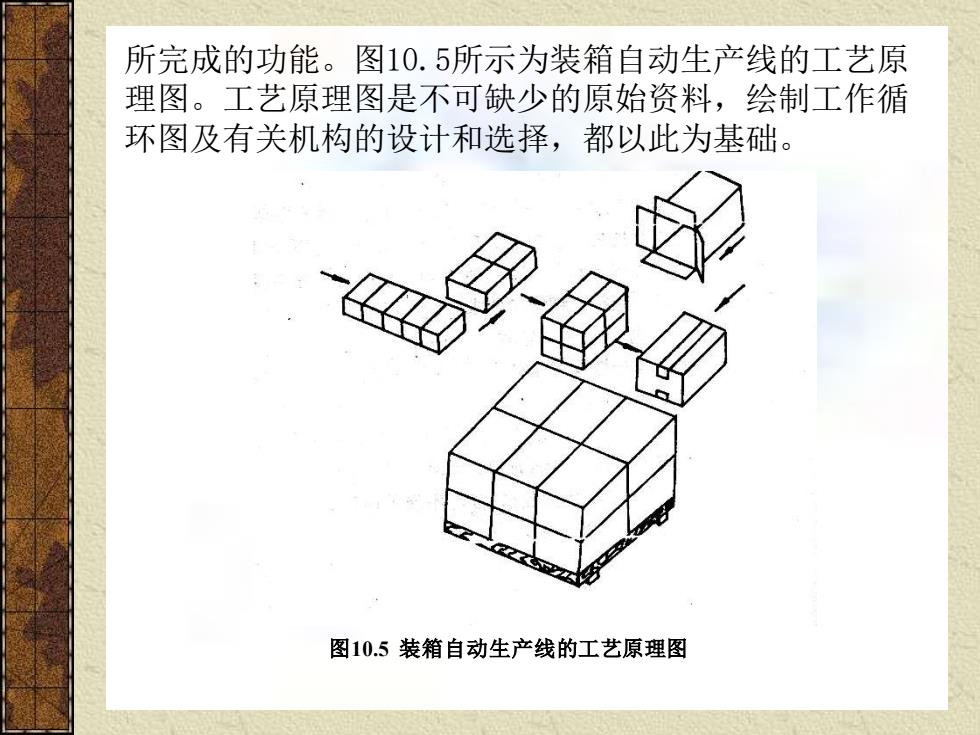
所完成的功能。图10.5所示为装箱自动生产线的工艺原 理图。工艺原理图是不可缺少的原始资料,绘制工作循 环图及有关机构的设计和选择,都以此为基础。 图10.5 装箱自动生产线的工艺原理图
所完成的功能。图10.5所示为装箱自动生产线的工艺原 理图。工艺原理图是不可缺少的原始资料,绘制工作循 环图及有关机构的设计和选择,都以此为基础。 图10.5 装箱自动生产线的工艺原理图
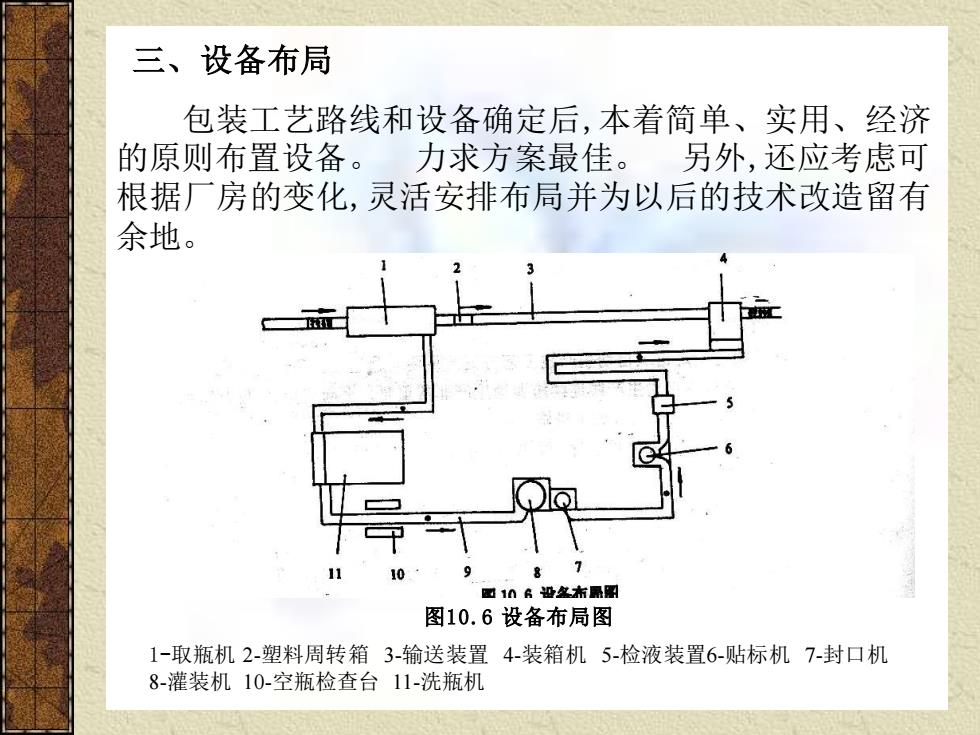
三、设备布局 包装工艺路线和设备确定后,本着简单、实用、经济 的原则布置设备。 力求方案最佳。 另外,还应考虑可 根据厂房的变化,灵活安排布局并为以后的技术改造留有 余地。 图10.6 设备布局图 1-取瓶机 2-塑料周转箱 3-输送装置 4-装箱机 5-检液装置6-贴标机 7-封口机 8-灌装机 10-空瓶检查台 11-洗瓶机
三、设备布局 包装工艺路线和设备确定后,本着简单、实用、经济 的原则布置设备。 力求方案最佳。 另外,还应考虑可 根据厂房的变化,灵活安排布局并为以后的技术改造留有 余地。 图10.6 设备布局图 1-取瓶机 2-塑料周转箱 3-输送装置 4-装箱机 5-检液装置6-贴标机 7-封口机 8-灌装机 10-空瓶检查台 11-洗瓶机
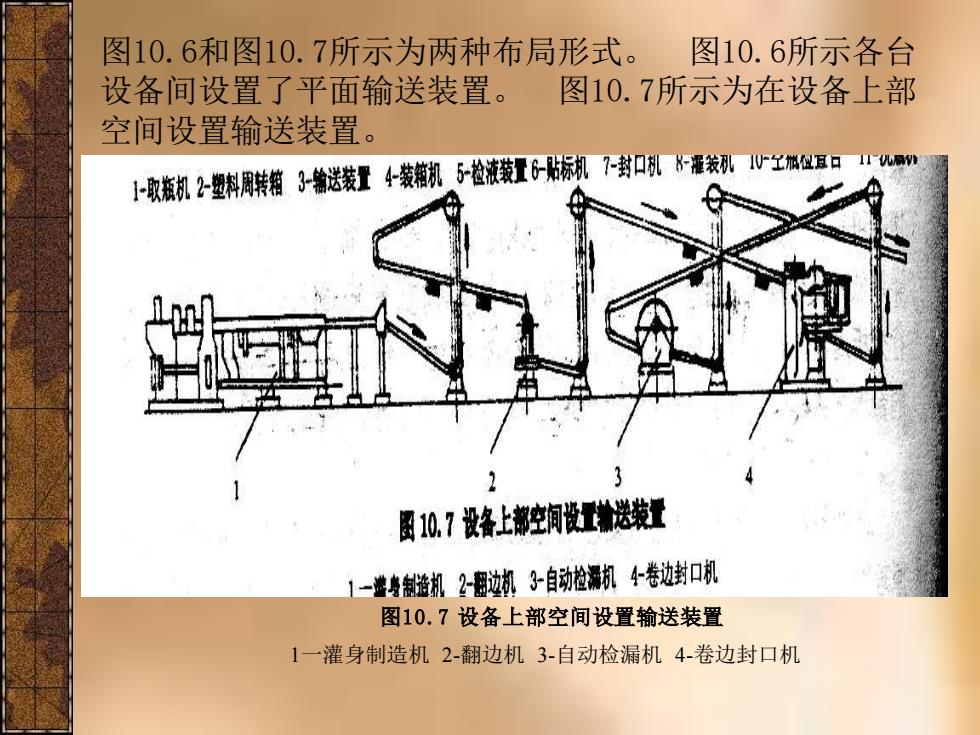
图10.6和图10.7所示为两种布局形式。 图10.6所示各台 设备间设置了平面输送装置。 图10.7所示为在设备上部 空间设置输送装置。 图10.7 设备上部空间设置输送装置 1一灌身制造机 2-翻边机 3-自动检漏机 4-卷边封口机
图10.6和图10.7所示为两种布局形式。 图10.6所示各台 设备间设置了平面输送装置。 图10.7所示为在设备上部 空间设置输送装置。 图10.7 设备上部空间设置输送装置 1一灌身制造机 2-翻边机 3-自动检漏机 4-卷边封口机