五、焊接工艺 2.接头形式: 接头形式主要分:对接、角接、T字型接、搭接四种形式 T 对接 搭接 角接 T型接 3.焊缝的空间位置: 焊缝的空间位置分为平焊、立焊、横焊和仰焊四种形式 对 接 平焊 立焊 横焊 仰焊 接 返回
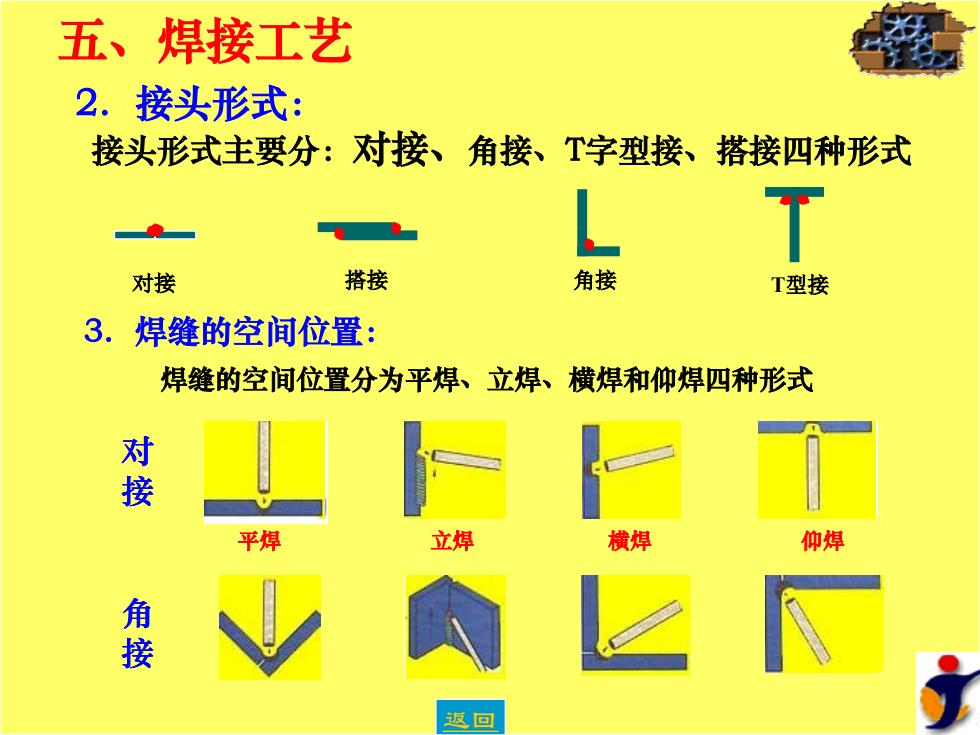
五、焊接工艺 2. 接头形式: 接头形式主要分:对接、角接、T字型接、搭接四种形式 对接 搭接 角接 T型接 3. 焊缝的空间位置: 焊缝的空间位置分为平焊、立焊、横焊和仰焊四种形式 对 接 平焊 立焊 横焊 仰焊 角 接 对 接 返回
六、焊接工艺参数 焊接工艺参数是指为保证焊缝质量而选定的诸物 理量的总称。其主要工艺参数有: 1.焊条的选择 根据工件的厚度,选用直径不同的电焊条。原则 是工件厚,焊条直径大,工件薄,焊条直径小。 2.焊接电流 通过经验公式:I=(30~50)d,计算出I:焊接电流 d:焊条直径 3.电弧长度 是指由焊条的最前端到工件表面的距离,应等 于焊条直径的0.5~1.0倍 4.焊接速度 根据每名操作者的操作习惯,自由选择,但前 提是必须保证焊缝质量
六、焊接工艺参数 焊接工艺参数是指为保证焊缝质量而选定的诸物 理量的总称。其主要工艺参数有: 1. 焊条的选择 根据工件的厚度,选用直径不同的电焊条。原则 是工件厚,焊条直径大,工件薄,焊条直径小。 2. 焊接电流 通过经验公式: 计算出 I:焊接电流 d:焊条直径 I=(30~50)d, 3. 电弧长度 是指由焊条的最前端到工件表面的距离,应等 于焊条直径的0.5~1.0倍 4. 焊接速度 根据每名操作者的操作习惯,自由选择,但前 提是必须保证焊缝质量
七、焊接缺陷 焊接缺陷主要有:未焊透,气孔,夹渣,裂纹, 咬边,变形焊穿和焊瘤等。缺陷产生的主要原因是由于 焊接工艺或工艺参数的选用不当造成的。 未焊透 气孔 夹渣 裂纹 咬边 变形 返回
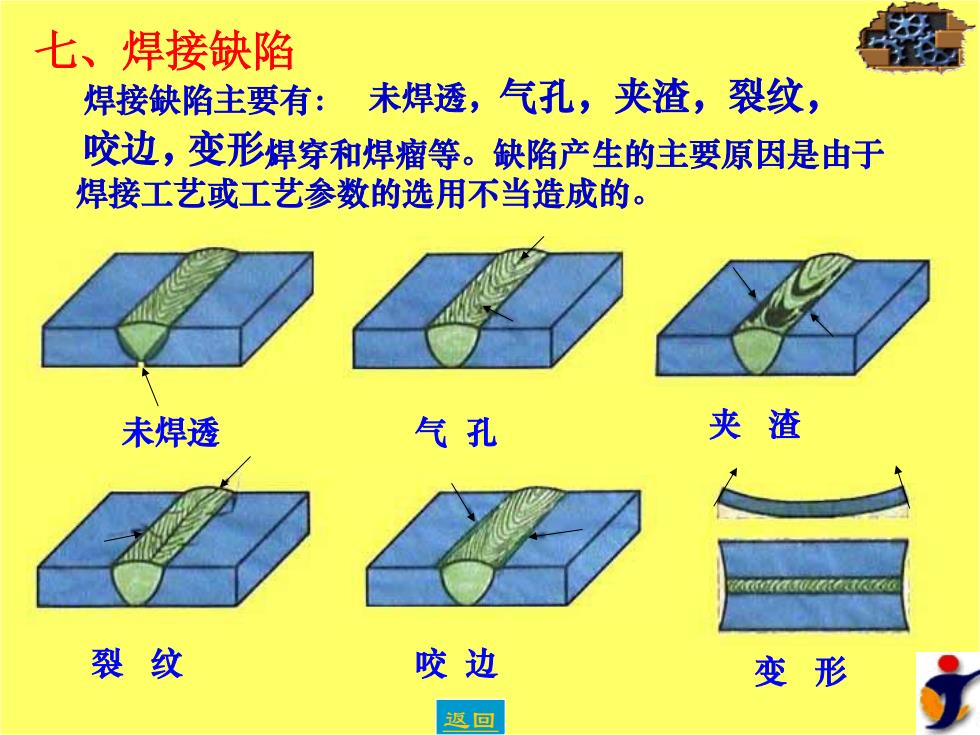
七、焊接缺陷 焊接缺陷主要有: 未焊透 咬 边 气 孔 夹 渣 裂 纹 变 形 未焊透,气孔,夹渣,裂纹, 咬边,变形,焊穿和焊瘤等。缺陷产生的主要原因是由于 焊接工艺或工艺参数的选用不当造成的。 返回
八、操作 敲击法 1、引 划擦法 2、运条: “三度”,即焊条角度,电弧长度,焊接速度 返回目录
八、操作 1、引弧: 敲击法 划擦法 2、运条: “三度” ,即焊条角度,电弧长度,焊接速度 返回目录
麦气焊 一、什么是气焊 二、气焊的没备和工具 三、气堪火掐 四、是接工为 五、层接工艺参频 六、操作 圆回目冕
一、什么是气焊 二、气焊的设备和工具 三、气焊火焰 四、焊接工艺 五、焊接工艺参数 六、操作 返回目录