三、焊条电弧焊的设备 1.BX6-250交流弧焊机 例:BX6一250 一额定焊接电流为250A 抽头式 BX6-250 交流孤焊机 下降特性 弧焊变压器 V空:50~56V 的出 V工:30V I:电流调节范围90~250A
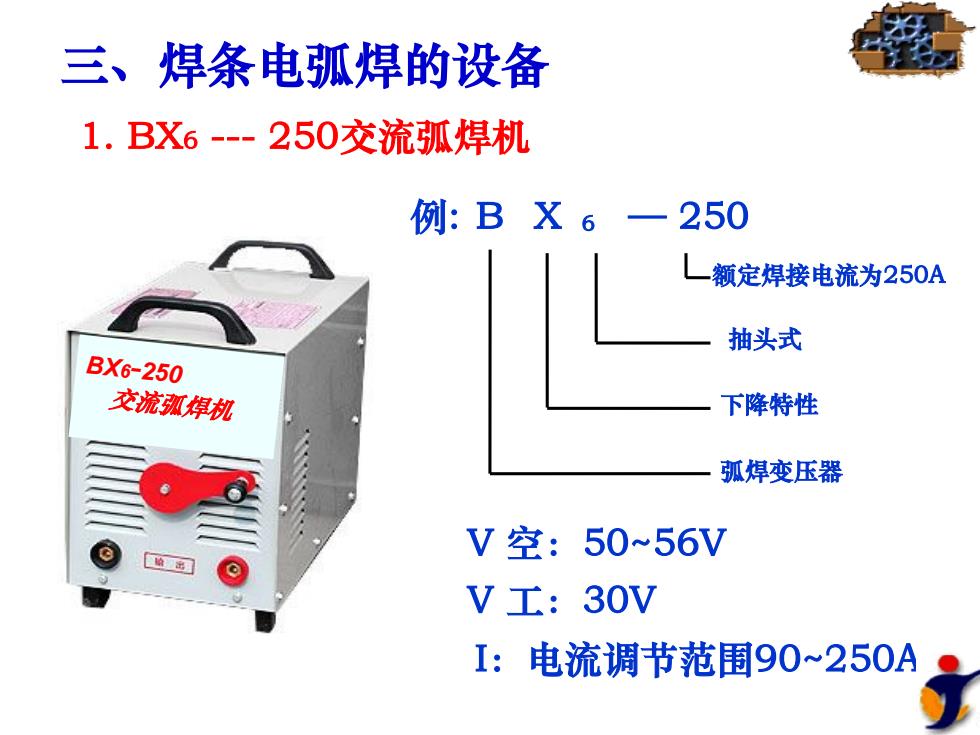
三、焊条电弧焊的设备 BX6-250 交流弧焊机 1. BX6 --- 250交流弧焊机 例: B 弧焊变压器 X 下降特性 6 抽头式 — 250 额定焊接电流为250A V 空:50~56V V 工:30V I:电流调节范围90~250A
三、焊条弧焊的设备 2.直流电焊机 直流电焊机分为发电式和整流器 式两种: 由于直流电在工作时,它的 正、负极区分很严格,故在使用 焊机正(反) 直流电焊机工作时,应注意它的 接法,将电焊机的正极连接到工 件上,负极连接到焊条上,称为 正接法,适合使用酸性焊条,反 之称为反接法,一般情况下,适 合碱性焊条。 型号:ZX E1 400 额定焊接电流为400A 抽头式 下降特性 整流器式 返回
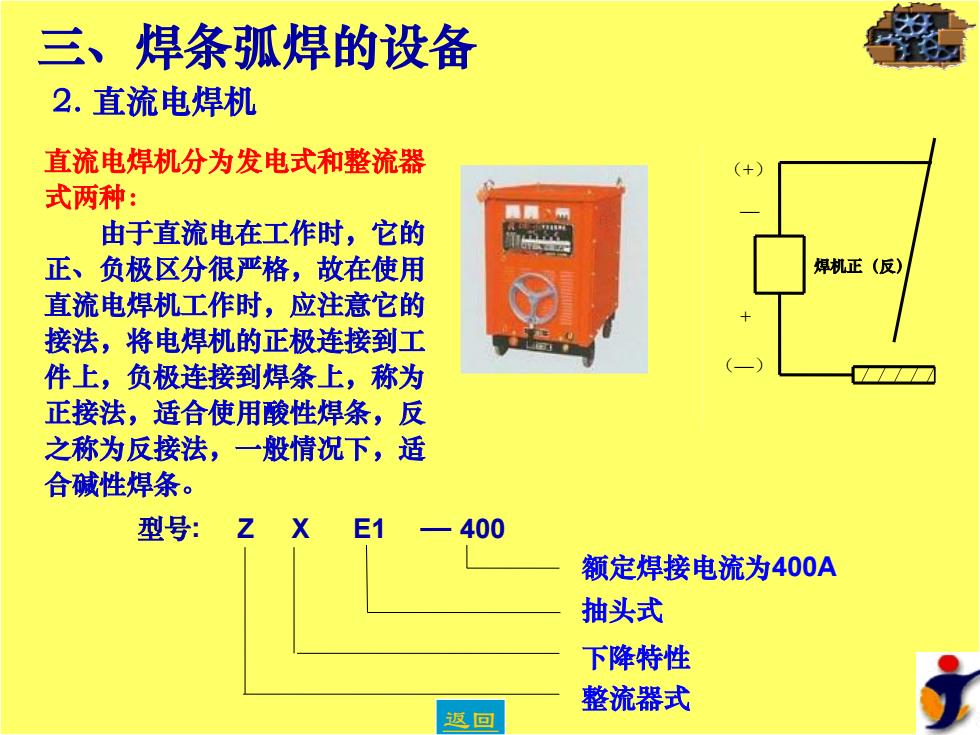
三、焊条弧焊的设备 2. 直流电焊机 (+) (—) — + 焊机正(反) 型号: Z X E1 直流电焊机分为发电式和整流器 式两种: 由于直流电在工作时,它的 正、负极区分很严格,故在使用 直流电焊机工作时,应注意它的 接法,将电焊机的正极连接到工 件上,负极连接到焊条上,称为 正接法,适合使用酸性焊条,反 之称为反接法,一般情况下,适 合碱性焊条。 400 整流器式 下降特性 额定焊接电流为400A 抽头式 返回
四、电焊条的组成、作用和分类 1.组成: 焊条是由焊芯和药皮两部分组成 2.作用: ①作为电极 ①改善焊接工艺性 焊芯 药皮 ②机械保护 ②作为填充金属 ③治金处理
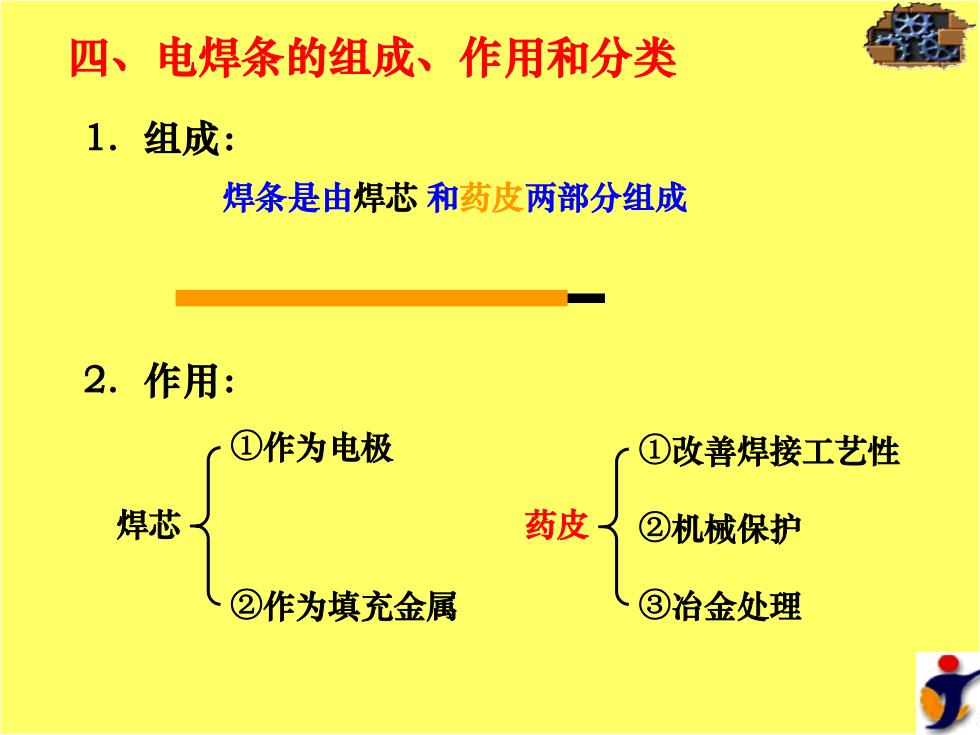
四、电焊条的组成、作用和分类 1. 组成: 2. 作用: 焊芯 ①作为电极 ②作为填充金属 药皮 ②机械保护 ③冶金处理 ①改善焊接工艺性 焊条是由焊芯 和药皮两部分组成
四、电焊条的组成、作用和分类 3.分类: 酸性:牌号:J422或型号:E4303 牌号:J422 型号:E43033 钛钙型药皮 钛钙型药皮 适用全位置焊接 熔敷金属抗拉强度≥420MPa 熔敷金属抗拉强度≥430MPa 结构钢类 焊条 碱性:牌号:J507或型号:E5015 牌号:J50 7 型号:E50155 低氢钠型药皮 低氧钠型药皮,直流反接 适合使用电源为直流反接 适用全位置焊接 熔敷金属抗拉强度≥500MPa 熔敷金属抗拉强度≥500MP 结构钢类焊条 焊条 所谓酸性、碱性焊条,是由其焊渣中的氧化物来决定的,酸性 氧化物多的,称为酸性焊条,碱性氧化物多的,称为碱性焊
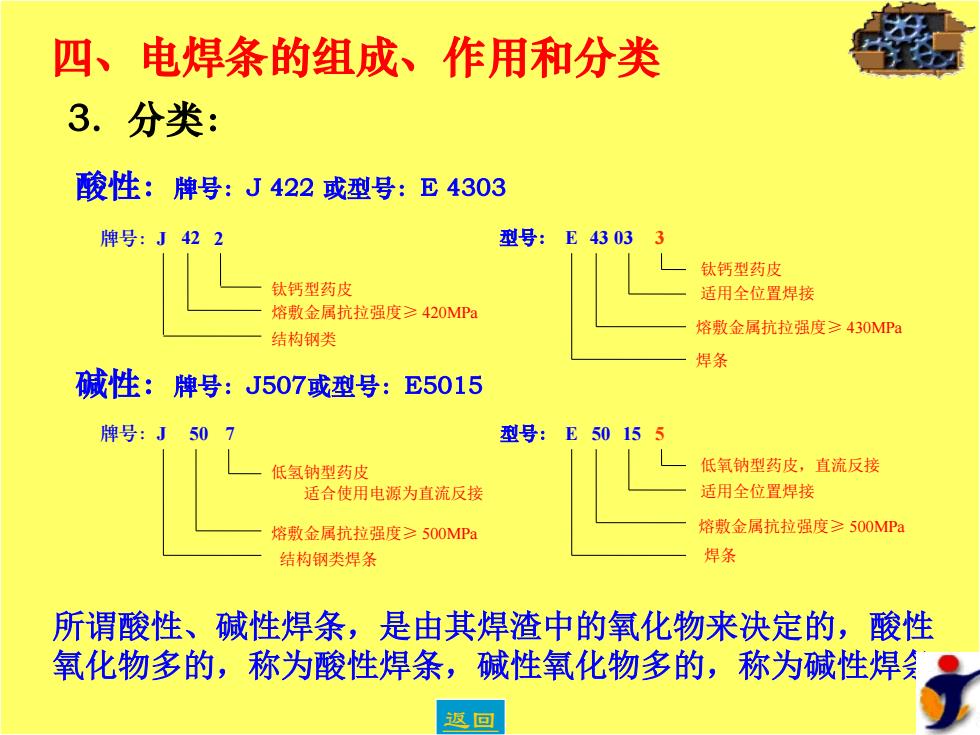
3. 分类: 酸性:牌号:J 422 或型号:E 4303 四、电焊条的组成、作用和分类 牌号:J 结构钢类 42 熔敷金属抗拉强度≥ 420MPa 2 钛钙型药皮 型号: E 焊条 43 熔敷金属抗拉强度≥ 430MPa 03 适用全位置焊接 3 钛钙型药皮 碱性:牌号:J507或型号:E5015 牌号:J 结构钢类焊条 50 熔敷金属抗拉强度≥ 500MPa 7 低氢钠型药皮 适合使用电源为直流反接 型号: E 焊条 50 熔敷金属抗拉强度≥ 500MPa 15 适用全位置焊接 5 低氧钠型药皮,直流反接 所谓酸性、碱性焊条,是由其焊渣中的氧化物来决定的,酸性 氧化物多的,称为酸性焊条,碱性氧化物多的,称为碱性焊条 返回

五、焊接工艺 1.坡口形式: 根据实际工作需要,在工件边缘加工出来的不 同形状的几何沟槽,称为坡口形式。目的是为了保 证焊缝的焊透性。 I型坡口 Y型坡口 带钝边U型坡口 双Y型坡口 坡口形式 焊形式
五、焊接工艺 1. 坡口形式: 根据实际工作需要,在工件边缘加工出来的不 同形状的几何沟槽,称为坡口形式。目的是为了保 证焊缝的焊透性。 坡 口 形 式 焊 缝 形 式 坡 I 型坡口 口 形 式 Y 型坡口 焊 缝 形 式 坡 口 形 式 带钝边U型坡口 焊 缝 形 式 坡 口 形 式 双 Y 型坡口 焊 缝 形 式