
机械制造 工程训练 在保证不出现加热缺陷的前提下,始锻温度应尽量取高一 些;在保证塑性足够的前提下,终锻温度应尽可能定低一些 常用钢材的锻 牌号 始锻温度℃ 终锻温度℃ 造温度范围 低碳钢 1250 750 45 1200 800 >始锻温度 T12A 1150 830 和终锻温度 65Mn 1200 830 给定的温度 GCr15 1150 850 区间称锻造 Cr12MoV 1050 900 温度范围 W18Cr4V 1100 900
机械制造 工程训练 始锻温度 和终锻温度 给定的温度 区间称锻造 温度范围 低碳钢 1250 750 W18Cr4V 1100 900 Cr12MoV 1050 900 GCr15 1150 850 65Mn 1200 830 T12A 1150 830 45 1200 800 牌号 始锻温度℃ 终锻温度℃ 在保证不出现加热缺陷的前提下,始锻温度应尽量取高一 些;在保证塑性足够的前提下,终锻温度应尽可能定低一些 常用钢材的锻 造温度范围

机械制造 工程训练 实际生产中,随温度的不同,钢材对外表现 出不同的颜色,锻造时即可以根据钢材的颜色大致估计其温 度,称为“看火色” 钢材火色和温度的关系 火色 温度(℃) 火色 温度(℃) 暗棕色 520-580 亮红色 830-880 棕红色 580-650 橘黄色 880~1050 暗红色 650-750 橙黄色 1050-1150 暗樱红色 750-780 亮黄色 1150-1250 樱桃色 780-800 白色 1250-1320 亮桃红色 800-830
机械制造 工程训练 亮桃红色 800~830 樱桃色 780~800 白 色 1250~1320 暗樱红色 750~780 亮黄色 1150~1250 暗红色 650~750 橙黄色 1050~1150 棕红色 580~650 橘黄色 880~1050 暗棕色 520~580 亮红色 830~880 火 色 温度(℃) 火 色 温度(℃) 实际生产中,随温度的不同,钢材对外表现 出不同的颜色,锻造时即可以根据钢材的颜色大致估计其温 度,称为“看火色” 钢材火色和温度的关系
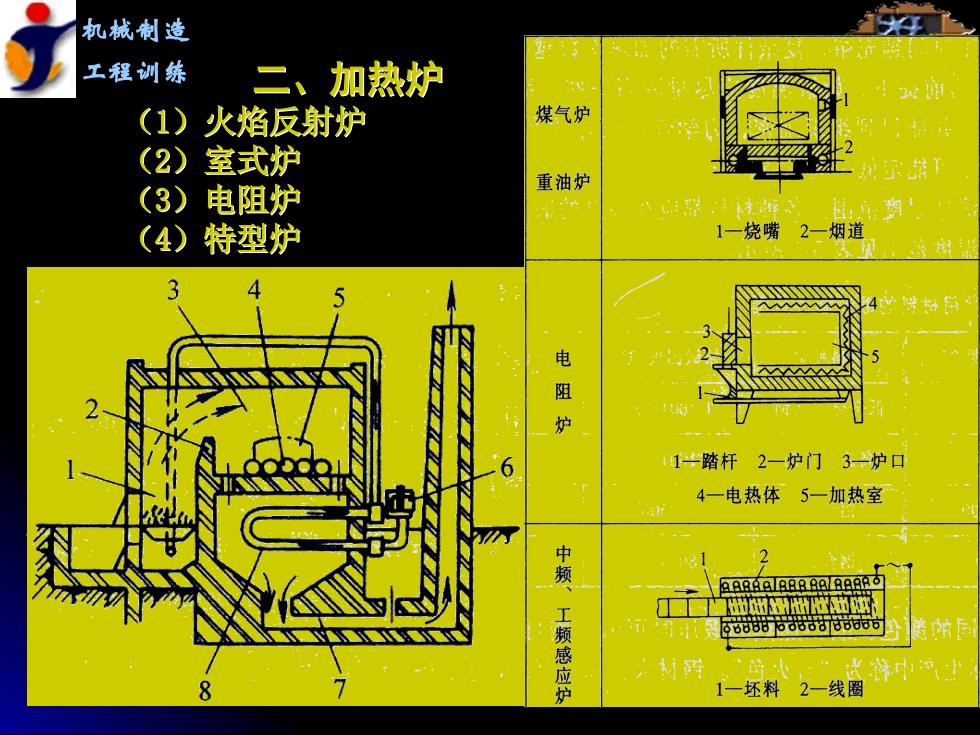
机械制造 工程训妹 二、加热炉 时 (1)火焰反射炉 煤气炉 (2)室式炉 重油炉 (3)电阻炉 (4)特型炉 1一烧嘴2一烟道 3 等畅醉 电 炉 6 1一踏杆2一炉门3一炉口 4一电热体5一加热室 2 中频、工频感应炉 388887888 8878888 西两好尚时城 中 1一坯料2-线圈
机械制造 工程训练 二、加热炉 (1)火焰反射炉 (2)室式炉 (3)电阻炉 (4)特型炉
机械制造 工程训练 三、加热缺陷及防止方法 加热过程中,若控制不当,会产生一些 加热缺陷,这些缺陷轻者增大材料消耗,造 成产品质量问题,重者造成废品,若不注意 还会导致人身事故。所以,应对加热过程中 可能出现的缺陷予以足够的重视。 加热时可能出现的加热缺陷有:
机械制造 工程训练 三、加热缺陷及防止方法 加热过程中,若控制不当,会产生一些 加热缺陷,这些缺陷轻者增大材料消耗,造 成产品质量问题,重者造成废品,若不注意 还会导致人身事故。所以,应对加热过程中 可能出现的缺陷予以足够的重视。 加热时可能出现的加热缺陷有:
机械制造 工程训练 1氧化和脱碳 产生原因: 钢的表面和炉气中的氧化性气 体发生化学反应 表现形式: 生成氧化皮;坯料表面含碳量减少 响:造成坯料体积损失, 使表面质量下降; 产品表面软化; 强度和耐磨性下降 减少方法: 控制炉内的加热气氛; 减少坯料加热后在炉内的停留时间; 重要件采用少、无氧化加热
机械制造 工程训练 1.氧化和脱碳 产生原因:钢的表面和炉气中的氧化性气 体发生化学反应 表现形式:生成氧化皮;坯料表面含碳量减少 影 响:造成坯料体积损失, 使表面质量下降; 产品表面软化; 强度和耐磨性下降 减少方法:控制炉内的加热气氛; 减少坯料加热后在炉内的停留时间; 重要件采用少、无氧化加热